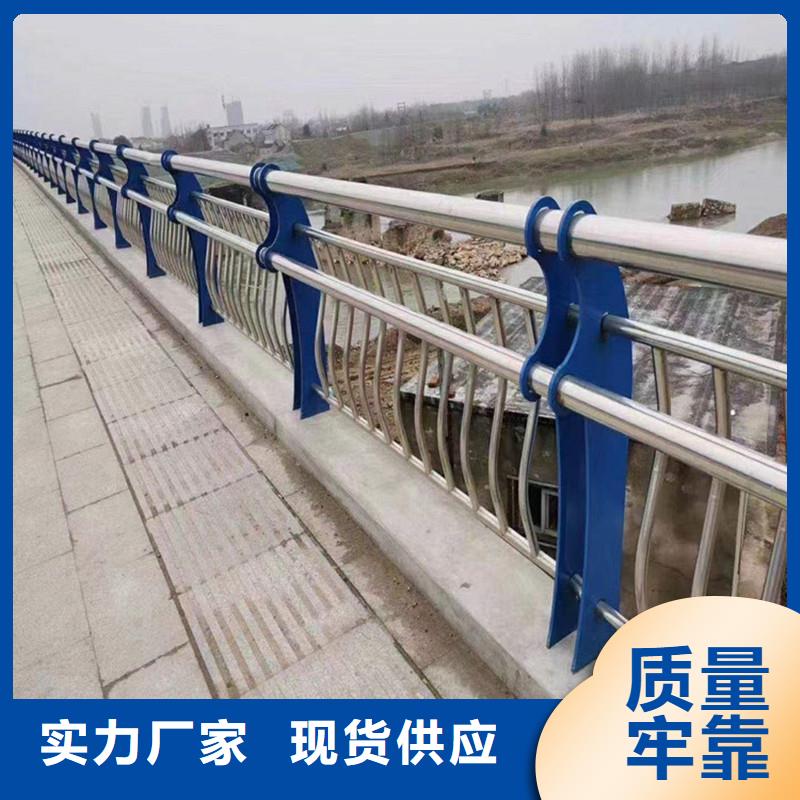

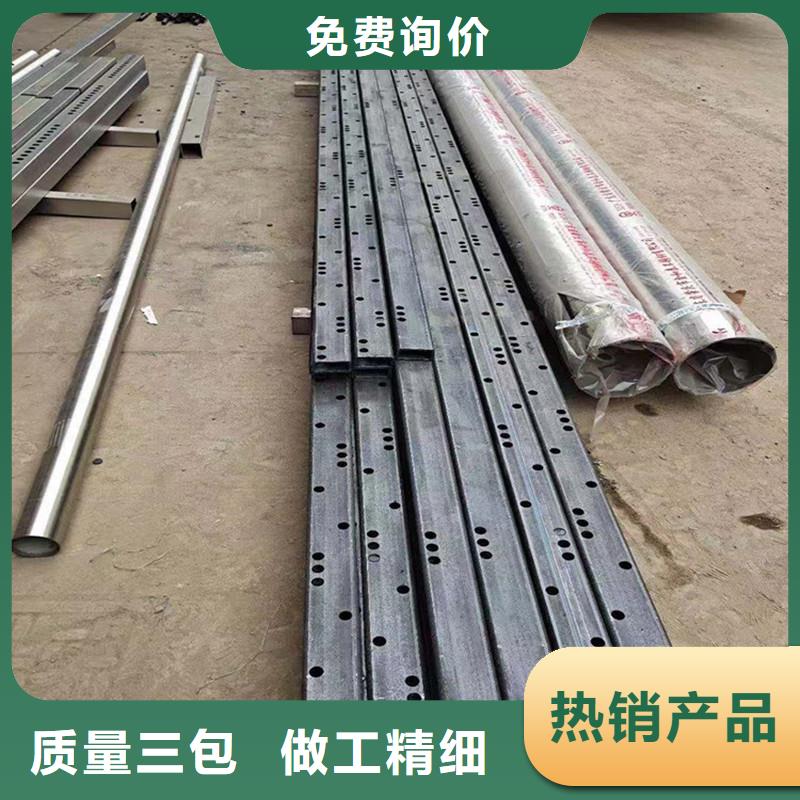




鸿山金属制造有限公司以良好的信誉、优质的 四川南充镀锌喷塑防撞栏产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外, 四川南充镀锌喷塑防撞栏产品深得用户依赖。
我公司本着诚实守信的原则,一直深受国内外厂商的信赖和支持。 我们将始终坚持“开拓国际市场,信誉就是效益”的经营理念,凭借一批思想统一、团结拼搏、业务熟练、对客户高度负责的团队力量,与广大客户携手共进,合作双赢,一起迎接明天的辉煌!


不锈钢、铝合金及其他高温合金管道,通过特殊的 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。头,激光切管可以实现高精度、高灵敏度和高稳定性的切割;根据特殊截面管的加工要求,如椭圆管,管博士和其他异形管,特殊截面管的激光切割技术和激光切割的自动补偿技术可以开发管道变形和弯曲变形,从而解决缺陷引起的激光切割管本身。
折叠编辑本段主要工艺
1、卫生级镜面管工艺流程:
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验--冷轧--去油--切头--风干--内抛光--外抛光--检验--标识--成品包装
2、工业管工艺流程
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验
3、焊管工艺流程
开卷--平整--端部剪切及焊接--活套--成形--焊接--内外焊珠去除--预校正--感应热处理--定径及校直--涡流检测--切断--水压检查--酸洗--终检查--包装
4、无缝方管工艺流程
圆钢--管坯--检验--加热--穿孔--定径--热轧--平头--检验--酸洗--球型退火--冷拔--成型--齐口--检验


1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
针对以上提出的解决方案 激光打孔是通过高功率密度 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打,有针对性的解决,势必会提高激光切管加工设备的使用效率,从而改善切管效率低、切管质量差,造成严重的管材浪费,提高企业生产加工产品的效率,为企业创造更好的利润。近年来,三维激光管切割技术发展迅速,应用领域越来越广泛,特别是在汽车、模具和航空制造业。在汽车工业中,采用三维激光管切割技术对车身管类零件进行切割,可以替代传统制造工艺中的修边模和冲孔模。工艺步骤简单,制造周期短,切割速度快,狭缝宽度小,
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
加工质量高,同时也能大大降低成本。缩短新车型的开发周期。具有良好的经济价值和应用前景。工业上常用的三维激光切割设备有两种:三维激光切割机床和激光切割机器人。三维激光切割机刚性好,加工速度快,加工精度高,但激光头接近加工区域能力差,价格昂贵。虽然激光切割机器人具有很高的柔性,增强了激光头接近加工区域的能力,并且可以利用光纤传输的高功率固体激光器进行高柔性加工。但在加工速度和加工精度上还不如三维激光切割机床。因此,为了提高切割精度和切割质量,世界各大汽车公司普遍采用三维激光切割机床。


