


想要探索本地不锈钢护栏生产厂家的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:本地不锈钢护栏生产厂家的图文介绍
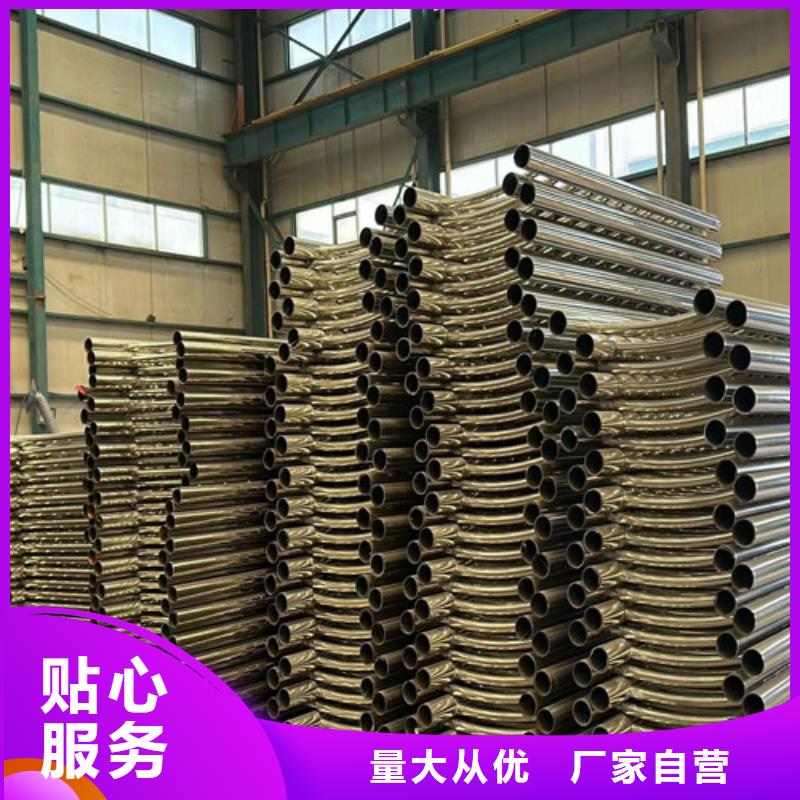
聚晟护栏制造有限公司一直坚持“科学技术是主要生产力”的指导方针,不断探寻、研究、改进生产工艺,推出更具市场竞争力的高质量 江苏盐城镀锌喷塑防撞栏产品,满足不同客户的多样化需求。在生产过程中实现了全封闭、无粉尘的自动化控制,减少了中间污染环节,确保了 江苏盐城镀锌喷塑防撞栏产品质量的稳定,有效地改善了环境。


水泥基栏杆款式选用无机复合型混凝土桥梁组合栏杆,每2米为一榀,分别由立柱、扶手、托梁、栏片等构件组成。满意栏片装置后,端部坐落横梁内装备纵向钢筋的下部,一起插槽处箍筋加强,避免呈现裂纹。立柱与桥梁遮板经过预埋钢板衔接,立柱下选用预埋Q235钢板,厚10㎜,钢板与立柱主筋焊接,焊接选用手艺电弧焊,一切外漏钢板选用锌铬涂层防护进行防腐处理。 资料选用因构件截面小,选用基材有必要具有密实、耐性,抗裂性能好,具有抗震性能及对钢筋有用功用;基材:状增强材外,由水泥基胶凝资料、骨料、适量改性剂和外加剂、水等制成复合资料。在复合资料中,基材呈接连相分布起到衔接增强材成为全体,并传递荷载到增强材。 在不锈钢复合管栏杆装置的时分必定要注意查看它的厚度,不要被他人坑了。另外立管的壁厚应该在0.7mm以上,由于立管装置的时分比较复杂,因而比主管薄一些是正常现象,可是低于0.7就肯定不行了。假如不锈钢复合管栏杆上面生锈了,这时分不能用砂纸去把锈迹打磨掉。 这样不但会损坏不锈钢的外观,而且还会损坏不锈钢复合管栏杆外表的保护膜,那么将来就会生更多的锈了。正确的办法是到不锈钢商场去买光亮水,或许跟商家讲专门用来出不锈钢锈的他们就会知道了。假如你想完全的杜绝锈迹,在上面来一遍抛光蜡作用就更好了。 交通设备产品价格桥梁护栏在咱们运用的桥梁上扮演重要的人物,它不只起到防止车辆和行人越出桥面的风险的一起,它还起到装饰桥梁,美化桥梁的作用,由于关于许多高架大桥来说,护栏的漂亮度也是衡量一座大桥代表性的要害。



9月份国内内衬不锈钢复合管市场进入季节性需求旺季,随着高温天气的逐渐消退,下游工地开工良好。从螺纹钢社会库存变化历史数据来看,每年8月下旬至10月份螺纹钢社会库存均呈现回升态势。目前,整体钢厂内衬不锈钢复合管库存、社会库存都处在历史低位,但是近期出现止跌回稳的迹象。 需求的季节性上升给予钢价支撑,近期国内内衬不锈钢复合管价格有望继续震荡上行。上周现货内衬不锈钢复合管平均价格周环比和月同比均上涨。9月内衬不锈钢复合管消费旺季启动不及预期。库存累积,成交偏弱,短期钢价或将维持震荡偏弱运行,建议操作为主。 内衬不锈钢复合管市场受到房地产增速回落影响,年末形势同样较为严峻。年底之前,内衬不锈钢复合管价格受到限产影响,短期仍有继续走高空间,然而随着需求减缓,拉涨动能不足,后期价格或将回理。需求不振、环保限产、价格回调,多方因素叠加,年末内衬不锈钢复合管产量将有下降可能。 近期,全国内衬不锈钢复合管市场价格震荡盘整。2018年采暖季,内衬不锈钢复合管、有色金属、建筑等行业可能不再规定限产比例,但各地仍须实施错峰生产,加大产能淘汰和压减力度。总的来看,近期内衬不锈钢复合管市场或在内衬不锈钢复合管供给收缩、需求和环保限产的综合影响下震荡上行。 上周,国内内衬不锈钢复合管市场价格高位拉锯行情较为明显。随着旺季到来,下游开工率逐步回升,终端用户需求将陆续释放。加上环保高压限制钢厂产能释放,市场供应收缩预期进一步强化,预计9月份国内内衬不锈钢复合管市场供求呈现紧平衡状态。



不锈钢护栏容易做造型,可以按照不一样的现场来制造不尽相同的尺寸,规格,弧度等等。成本低,钢产量全。好用耐用,大致没有必要,不怕风吹日晒。4、能满足前面三个条件的,你又能找出其余材料来代替吗有打造的,有美感的,有艺术造型的护栏或许会是有的,还有是肯定不可能使用在大的公共场所。 不锈钢复合管栏杆接点如何焊接由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层?。 由于复合层和基层之间不易熔焊在一起,所以在组对前,首行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。 由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以焊接施工效率。复层的焊接打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的水平和高度的责任感。


焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。



