


我们精心制作的酸洗钝化无缝钢管国标球墨铸铁管省心又省钱产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:酸洗钝化无缝钢管国标球墨铸铁管省心又省钱的图文介绍

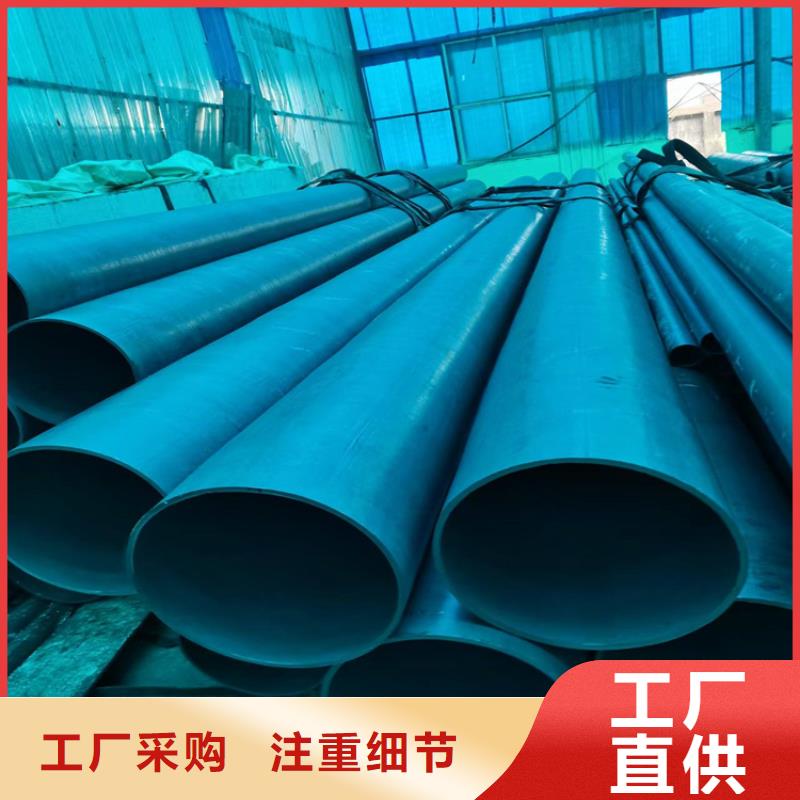
山东枣庄 酸洗钝化无缝钢管冷库专用现货
酸洗钝化无缝钢管的特点:
酸洗钝化是一种化学反应,用以去除无缝钢铁表面的腐锈现象。对钢管酸洗钝化,各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高抗腐蚀性能。
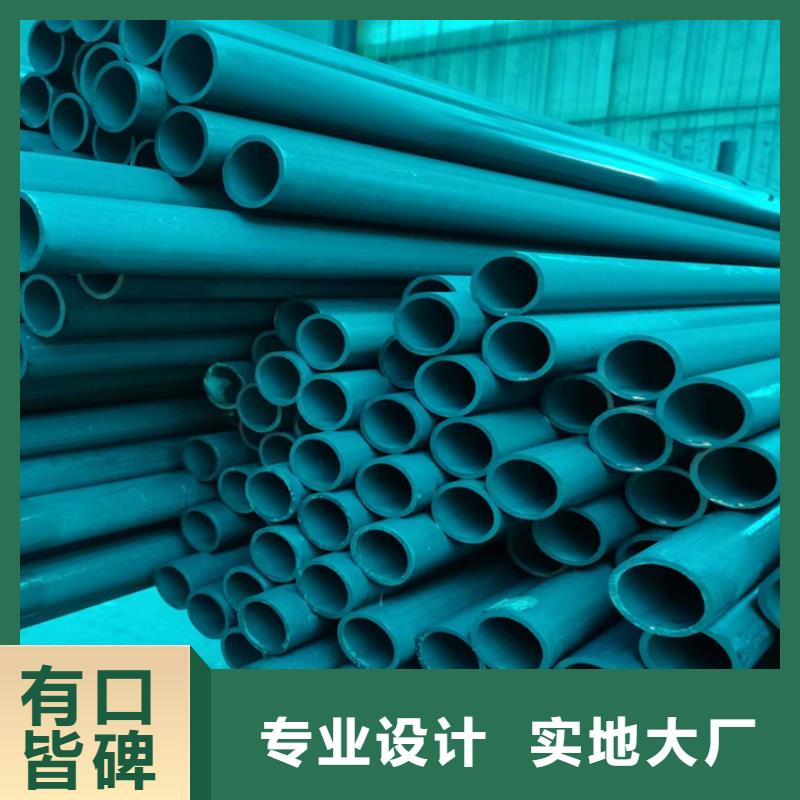
酸洗钝化无缝钢管的必要性:
无缝钢管具有较好的低温性能及优良的机械加工性能。因此广泛用于化工、石油、动力、核工程、航天航空、海洋、医药、轻工、纺织等部门。其主要目的在于防腐防锈。工程上通常进行酸洗钝化处理,使无缝钢管耐蚀潜力发挥得更大。在设备与部件在成形、组装、焊接、焊缝检查 (如探、耐压试验)及施工标记等过程中带来表面油污、铁锈、非金属脏物、低熔点金属污染物、油漆、焊渣与飞溅物等,这些物质影响了设备与部件表面质量,破坏了其表面的氧化膜,降低了钢的抗腐蚀性能和抗局部腐蚀性能(包括点蚀、缝隙腐蚀),甚至会导致应力腐蚀破裂。无缝钢管表面清洗、酸洗与钝化,除***大限度提高耐蚀性外,还有防止产品污染与获得美观的作用。
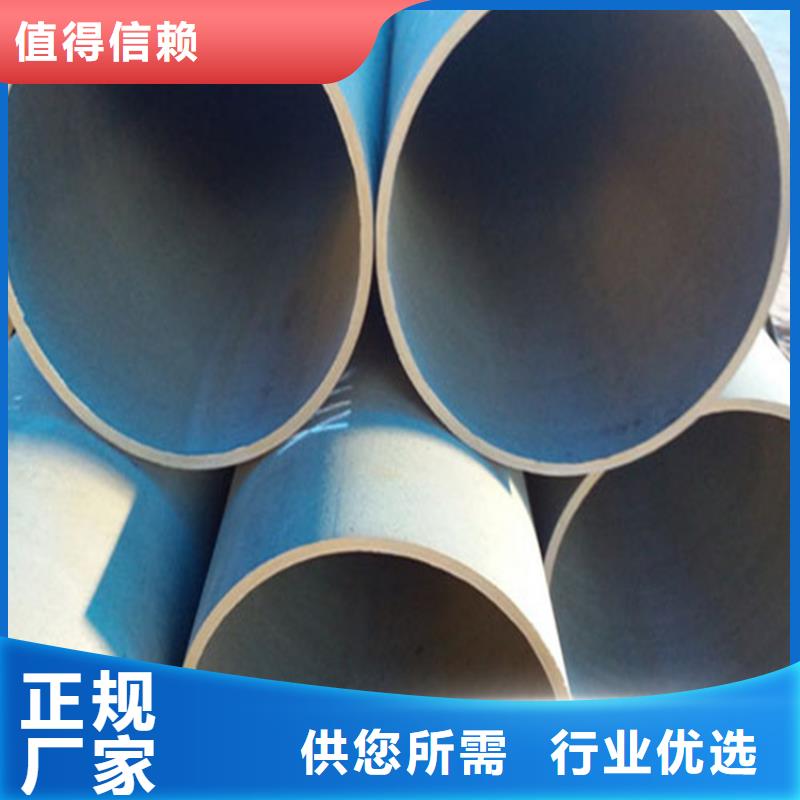
山东枣庄 酸洗钝化无缝钢管的原理:
酸洗钝化无缝钢管的目的之一是为钝化处理创造有利条件,保证形成优质的钝化膜。因为通过酸洗使无缝钢管表面的氧化皮被腐蚀掉,酸液的化学活性使得缺陷部位的溶解率比表面上其它部位高,因此酸洗可使整个表面趋于均匀平衡,一些原来容易造成腐蚀的隐患被掉了。但更重要的是,通过酸洗钝化,铁与铁的氧化物被溶解,造成无缝钢管钝化膜表面富集,这种钝化膜的电位可达+1.0V(SCE),接近贵金属的电位,提高了抗腐蚀的稳定性。不同的钝化处理也会影响膜的成分结构,从而影响不锈性,如通过电化学改性处理,可使钝化膜具有多层结构,在阻挡层形成CrO3或Cr2O3,或形成玻璃态的氧化膜,使无缝钢管能发挥***大的耐蚀性。


博辉钢铁有限公司位于经济技术开发区钢管城,是一家集生产、售后服务于一体的公司。目前公司主要产品有 山东枣庄D400重型方井盖,产品品种质量均处于同行业优良水平,广泛应用于各大企业。产品质量良好,多年来和多家企业进行多次合作,我们可以根据客户的具体要求定制生产,满足不同的客户需求。公司自成立以来,在多年的发展过程,和多家企业和公司进行了亲密的合作和周到的售后服务。我们将本着“信守合同,价格适宜”的宗旨,竭诚为广大用户服务。我们将以新的机制、新的起点,继续致力于 山东枣庄D400重型方井盖产品的生产,努力提高公司的素质,增强市场竞争能力,争取在本行业中立于有利之地。诚挚欢迎朋友来电来函增进友谊,洽谈业务。我们愿与您一起共创辉煌的未来!



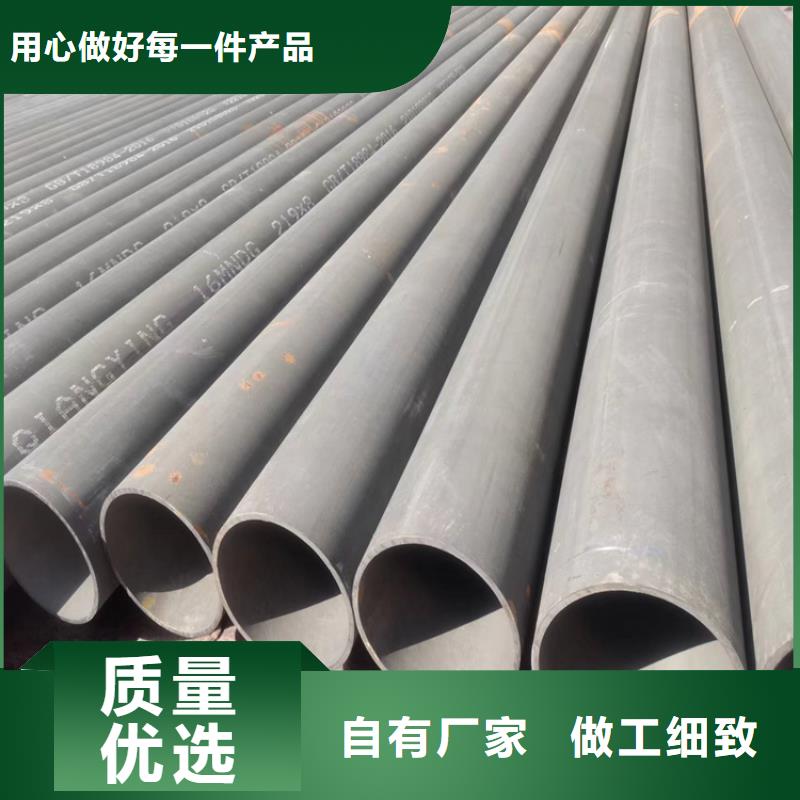
山东枣庄山东博辉钢铁有限公司专业提供酸洗钝化无缝钢管酸洗钝化无缝钢管 次冷拔就是原料(毛管或成品管)→打头→酸洗→磷皂化(即润滑)→冷拔,如还有第二次冷拔,需不需要退火就看是什么钢种了。
一般低碳钢是不需要退火的, 次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。 质量要求高的做酸洗钝化处理。?磷化技术
磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。
钝化技术
山东枣庄钝化是化学清洗中 一个工艺步骤,是关键一步,其目的是为了材料的防腐蚀。锅炉、反应器等设备经酸洗、水冲洗、漂洗后,金属表面很清洁,非常活化,很容易遭受腐蚀,所以必须立即进行钝化处理,使清洗后的金属表面生成保护膜,减缓腐蚀。对设备酸洗钝化处理,各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号碳钢不锈钢零件、板材及其设备。
化学清洗技术
主要应用无机清洗剂、有机清洗剂和复合型清洗剂对设备进行综合性清洗和维护。通过各种清洗剂去除设备上沉积的污垢和覆盖物,从而达到清洗效果,洗净后根据需要可在金属表面形成钝化膜。


山东枣庄酸洗钝化无缝钢管磷化冷库钢管,酸洗磷化冷库无缝管,酸洗磷化冷库无缝钢管|厂家|价格酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。市面上出售的工业浓硫酸通常含H2SO475%~97% (质量分数),也可以选用褐色工业硫酸溶液,它含H2SO475%~78%(质量分数)注意事项钢铁零件一般在10%~20%(体积)硫酸溶液中酸洗,温度为40℃。当溶液中含铁量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗液。常温下,用20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。采用浓度为5%~20%的硫酸水溶液,工件表面氧化皮和粘附盐类的工艺称为硫酸酸洗法。为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用6mol/L盐酸浸煮2h或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。快洗工艺编辑 播报现阶段采山东枣庄用的酸洗工艺除去不锈钢表面厚氧化皮,使用温度高,酸洗时间长,导致加工成本居高不下;而常温除氧化皮工艺对除去薄氧化皮效果好,对厚氧化皮效果不理想,特别是焊接处黑渣基本上除不掉 。针对这种情况,笔者在总结不锈钢前处理成功经验的基础上,采用两步酸洗综合处理技术,研究成功了不锈钢常温快速酸洗工艺。该工艺常温下能快速去除不锈钢表面厚氧化皮,特别是对焊接处黑皮及夹杂物去除效果好,酸洗处理后表面洁净光亮,不易失光褪色,不泛黄。工艺流程不锈钢件上挂→化学除油(常规碱性化学除油或表面活性剂除油) →热水洗→流水洗→ 步酸洗→流水洗→第二步酸洗→流水洗→转入下道工序(如:化学着色→回收→流水洗→硬化处理→流水洗→封闭处理→流水洗→干燥→成品) 步酸洗工艺 步酸洗的主要目的是除去焊接处和焊缝的黑皮和夹杂物及部分氧化皮,经优化筛选,确定的工艺规范如下:盐酸 300 mL/L磷酸 60 mL/L双氧水 120 mL/L稳定剂 80 mL/L表面活性剂 2 mL/Lθ 室温t 1~2 min第二步酸洗工艺 步酸洗处理后不能完全除尽氧化膜,表面附着一层灰色膜,光泽较差,必须经过第二步酸洗,除去表面灰色膜,使其达到近似镜面光亮,经优化筛选实验验证,采用如下工艺规范: 300 mL/L硫酸 200 mL/L双氧水 240 mL/L双氧水稳定剂 80 mL/L酸洗缓蚀剂 0.5 g/L表面活性剂 2 mL/Lθ 室温t 2~3 min水垢编辑 播报水垢形成 作者:张飞飞157635680000 https://www.bilibili.com/read/cv23171366/ 出处:bilibili



