您的位置>首页 >兴安当地频道中心 >
【酸洗钝化无缝钢管】加工厂- 本地 细节决定成败-新闻资讯
发布时间: 2024-06-07 23:37:35 浏览次数:1
以下是:【酸洗钝化无缝钢管】加工厂- 本地 细节决定成败-新闻资讯的产品参数
| 产品参数 |
|---|
| 产品价格 | 3200/吨 |
|---|
| 发货期限 | 3 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 送货上门 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | A级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 博辉 |
|---|
| 产品规格 | 32-377 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 灰色 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 齐全 |
|---|
| 适用领域 | 冷库 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | AAA |
|---|
| 产品功率 | 35 |
|---|
| 工作温度 | 80° |
|---|
| 长度 | 8-12米 |
|---|
| 壁厚 | 3-5mm |
|---|
| 规格 | 32-377mm |
|---|
以下是:【酸洗钝化无缝钢管】加工厂- 本地 细节决定成败-新闻资讯的图文视频
导读 【酸洗钝化无缝钢管】加工厂- 本地 细节决定成败-新闻资讯,内蒙古兴安市博辉钢铁有限公司专业从事【酸洗钝化无缝钢管】加工厂- 本地 细节决定成败-新闻资讯,联系人:张建,电话:15063508032、13465767730,QQ:1054437264,发货地:聊城经济技术开发区钢管城发货到兴安,以下是【酸洗钝化无缝钢管】加工厂- 本地 细节决定成败-新闻资讯的详细页面。 内蒙古自治区,兴安盟 兴安盟,内蒙古自治区辖盟,位于内蒙古自治区东北部,地处大兴安岭向松嫩平原过渡带,东北、东南分别与黑龙江、吉林两省毗邻;南部、西部、北部分别与通辽市、锡林郭勒盟和呼伦贝尔市相连;西北部与蒙古国接壤,边境线长126千米,总面积55131平方千米。截至2022年10月,兴安盟辖2个县级市、1个县、3个旗。截至2022年末,兴安盟常住人口139.60万人。
【酸洗钝化无缝钢管】加工厂- 本地 细节决定成败-新闻资讯视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【酸洗钝化无缝钢管】加工厂- 本地 细节决定成败-新闻资讯的图文介绍
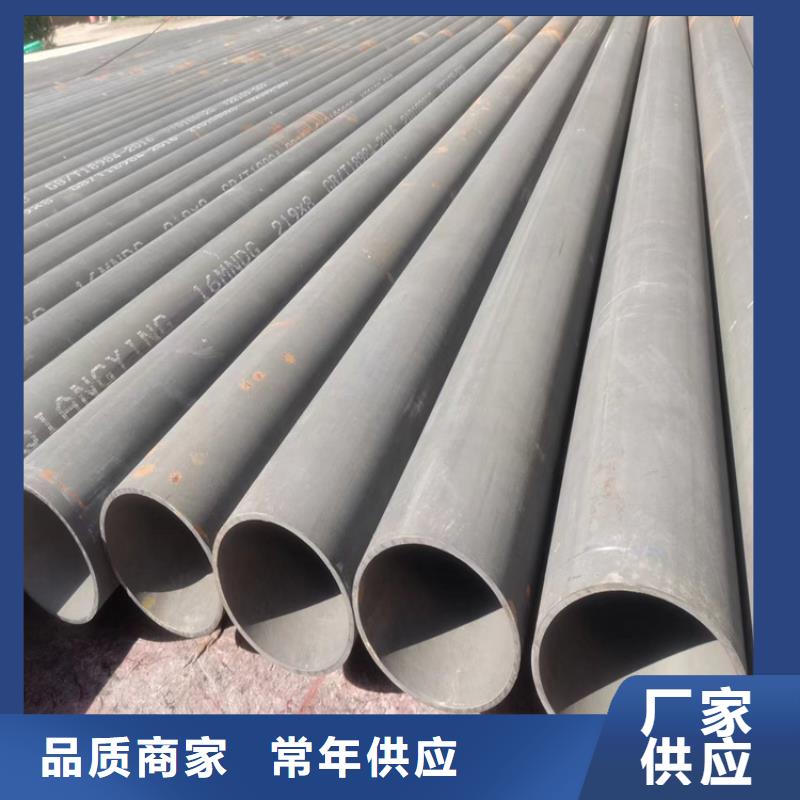
酸洗钝化无缝钢管操作过程可根据不锈钢管的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的情况确定),至表面污垢,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净,好再用碱水或石灰水冲洗中和。1.准备工作2.化学除 油1)化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。2)使用12~15的(按体积)进行化学除油处理,温度为40℃~60℃,时间为2~4小时。3)管件在槽内浸泡时,应注意放置的位置,避免管内存留空气。4)浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。5)化学除油直至管件表面被水润湿。




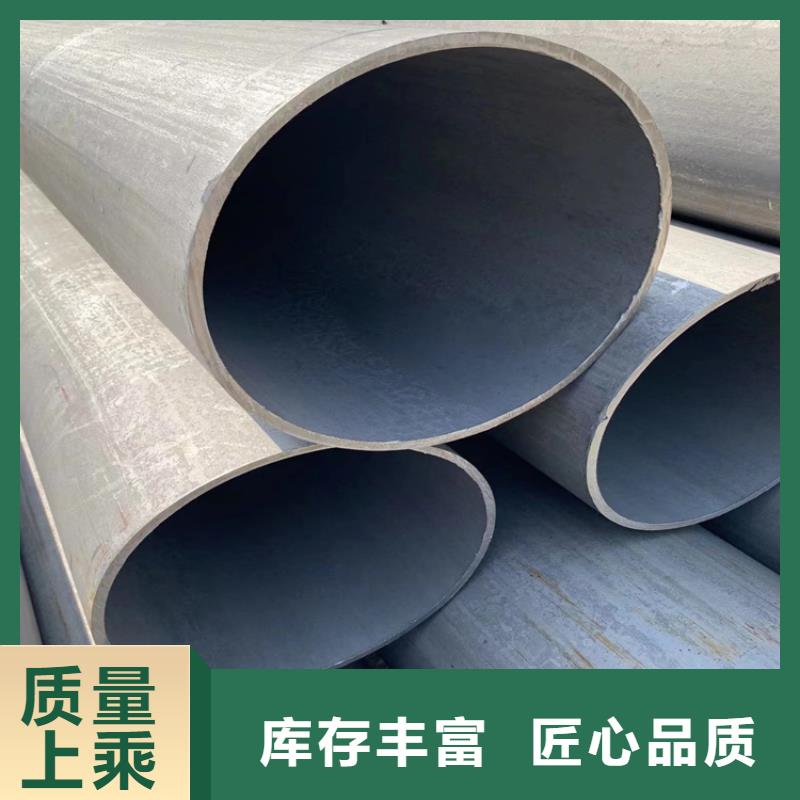
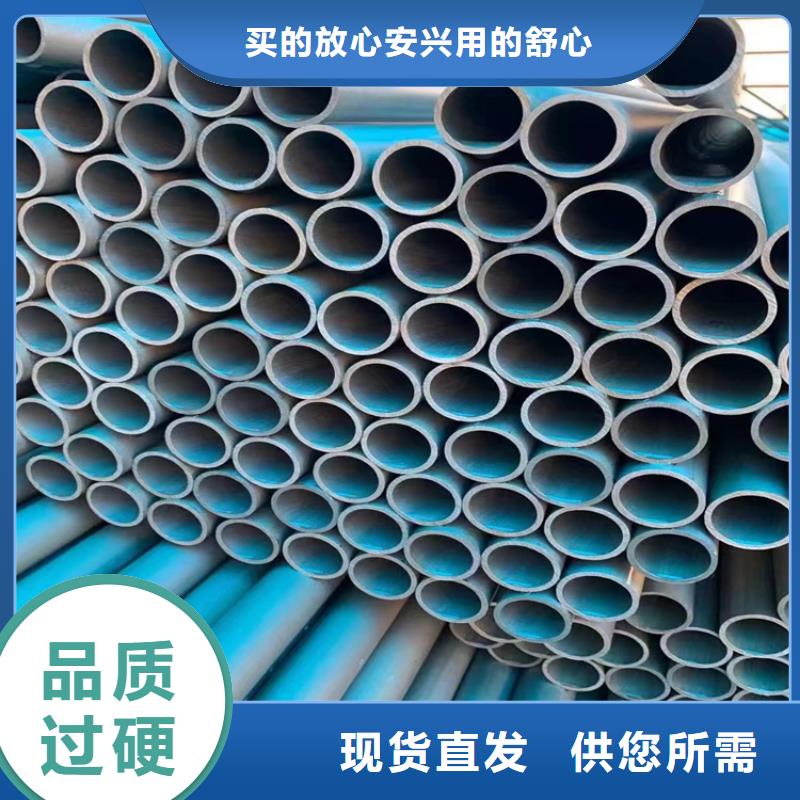
酸洗钝化无缝钢管为什么要镀膜?影响酸洗钝化无缝钢管镀膜的因素有哪些?影响酸洗钝化无缝钢管镀膜的要素,主要有以下四点:1、酸洗钝化无缝钢管的钝化膜在热力学中是属于受抑制的亚稳态架构,它所发挥的维护作用于所处的环境中的介质有关。但是不管在哪种环境中运用,都要对其停止定期的清洗来除去外表附着的有害物质。2、氯离子对酸洗钝化无缝钢管镀膜的危害是极大的,我们在对外表停止钝化过程中要严厉控制钝化液中的氯离子的含量。很多钝化用化学资料对氯离子都有着限量的请求,在配置钝化液用水和清洗用水也对氯离子有着严厉的水质请求,来保证钝化废品中不含有氯离子。3、酸洗钝化无缝钢管中镍含量低钝化性能就低,所以马氏体含量和铬跟镍的含量对方矩管外表的钝化性能影响很大。不锈钢的外表越润滑粗糙度越低就越难有异物附着,腐蚀也就降到了低点,所以方矩管外表要尽量采用精加工。另外钝化后的清洗也要认真停止,这样才干使剩余的酸液促进阳极反响,维护膜层的完好性,保证外表的耐腐蚀性加强。4、酸洗钝化无缝钢管在生产运输中表面难免会附着上油污,而这会影响除锈及磷化的质量,降低涂层与基体间的结合力。主要利用有机溶剂溶解皂化与不皂化油来去除油污,常用的有机溶剂有乙醇、清洗用汽油、甲苯、四氯化碳、三氯乙烯等。其中比较有效的溶剂为四氯化碳和三氯乙烯,它们不会燃烧,可在较高温度下进行除油。


总结 选购【酸洗钝化无缝钢管】加工厂- 本地 细节决定成败-新闻资讯来内蒙古兴安市找内蒙古兴安市博辉钢铁有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张建-13465767730,{QQ:1054437264},地址:经济技术开发区钢管城。