


一分钟的时间,对于了解我们的热镀锌管价格产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:热镀锌管价格的图文介绍

鹏鑫钢铁有限公司位于山东聊城经济开发区武夷山路,公司主营产品 辽宁阜新无缝钢管,我们拥有一支引领技术潮流的工作人员,一批高素质的管理人员。规模化的企业营销、高质的配送及仓储,得到广大客户的认可与信赖,从而形成了高速的资源服务网络,实现可双赢的价值。 目前,我公司正如稚鹰展翅,本着“质量di yi、信誉di yi、顾客di yi”的宗旨,竭诚为阁下提供优质的产品和满意的服务!


镀锌无缝管热处理工艺。镀锌无缝管的冷轧工艺要求在尽可能低的温度下粗轧使马氏体变形,以提高镀锌无缝管的形核率,在镀锌钢管区域进行精轧,然后选择较高的开卷温度 是为了获得粗晶镀锌钢管体,降低热轧卷材的强度。传统的热轧工艺规定终轧温度在变化点以上,以防止在变化区冷轧,否则,热轧带钢会因流变应力的突变而造成物理性能不均匀,产品厚度不均匀。镀锌钢管的冷轧是在轧件进入精轧挤压机之前,将马氏体转变为镀锌钢管。粗轧仍是在完全马氏体状态下进行,然后将热轧带钢温度降低到变化。 镀锌管的渗氮处理方法主要是采用渗氮炉,将镀锌钢管放入料架中,然后用驱动器将产品工件吊起放在炉底加热。另外,可以制作出炉门负重吊装设计方案的氮化炉,根据墙上吊挂专用工具,将工件垂直加热到墙上。氮化炉的炉壳一般由减速电机和电动自动升降机驱动。炉盖合上后,还要夹紧地脚螺栓,以保证氮化炉真空泵的气密性。先真空包装,再通入N2进行氮化热处理工艺。镀锌钢管的氮化处理是指某种物质在一定温度下,使工件表面成为有机化学热处理工艺产品的一种有机化学热处理方法。 显然,由于镀锌钢管区冷轧板坯的加热温度低于基础冷轧,可以大大降低加热能耗,同时提高热处理炉的生产能力。 较低的加热温度还可以减少热轧带钢的加热,从而减少热轧带钢因内应力引起的疲劳开裂和开裂,减少热轧带钢的磨损; 超低温冷轧还可以减少二次锌灰。提高热轧产品的表面质量,也提高酸洗钝化线的运行速度。 生活实践证明,用镀锌钢管热轧生产的薄热轧带钢代替传统的冷轧、淬火、热轧带钢,可以大大降低产品成本。



热镀锌管焊接方式 正常而言,热镀锌无缝管在高碳钢外面涂一层锌,热浸镀锌层一般作为20um厚。锌的熔点为419℃,约908℃。在焊接中,锌熔化成液体,漂浮在熔池表面或焊接根部。锌在铁中有较大的固溶度。液态锌会沿位错腐蚀焊接金属材料,低熔点锌会导致“形状记忆合金时效”。 除此之外,锌和铁可以在金属材料之间发生了延性化学物质。这一种韧性收敛环比减少了焊接金属材料的塑性变形,并在拉申地应力作用下发生了裂纹。 一旦角焊缝是焊接的,尤其是T型接头的角焊缝,不确定会导致周边地区的裂纹。在热镀锌无缝管的整个焊接进程中,焊缝表面和边缘的锌层在电弧加热跟特质下会被空气氧化、熔化和挥发,甚至会释放出烟雾和蒸汽,容易发生焊接气孔。 空气氧化产生了的活性氧化锌熔点高,等于1800℃。一但整个焊接进程中的主要参数很小,活性氧化锌渣就或许能混入。Feo-mno或feo-mno-sio2的低熔点金属氧化物渣是由锌成为脱氧剂引起了的。其它,因为锌的挥发,排出大量烟尘,对身体有刺激性和危害性。从此,焊接地点的热镀锌层必须打磨掉。 热镀锌无缝管焊接前的准备与大致高碳钢相同。注意解决凹槽大小和周围地区的热镀锌层。为了达到比较好的渗透,管沟规格尽量大,一般作为60-65 mm,有着一定间隙,一般作为1.5-2.5mm;为了杜绝锌对焊接的渗透,可以在焊接前去除凹槽内的热镀锌层。 在具体的工程监理工作中,集控系统采用集中倒圆,无钝边。两层焊接工艺降下来了未焊透的概率,电气等级应依照热镀锌无缝管的板料选择。一般而言,J422由于他的可执行性而被长期用于高碳钢。 焊接方式:在焊接 层和双层时,尽极小的概率将锌层熔化,使其汽化挥发并从焊接中逸出,可以大大降下来焊接中残留的液态锌。


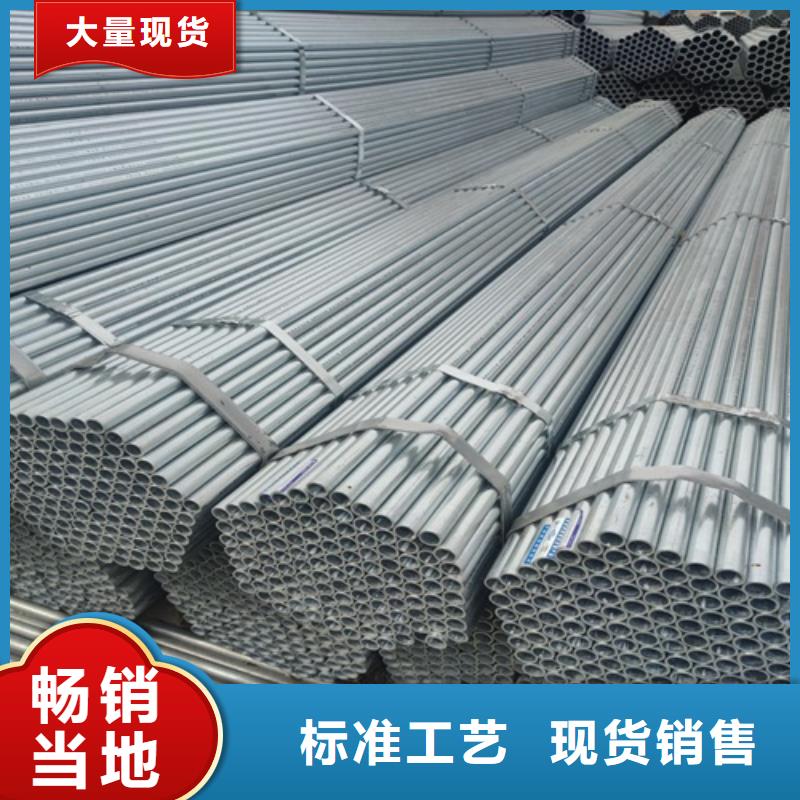
镀锌钢管实际上是镀锌钢管。这主要是因为它增加了钢管的耐腐蚀性,因此它均匀地涂有一层锌。它可以防止其他化学物质如、水蒸气的侵蚀,并保护钢带。它是非破坏性的,有效地延长了其使用寿命。一般购买的钢带由镀锌钢管制造商卷成大量,所以在存放时要注意。 镀锌管存储注意事 镀锌钢管存储应该注意几点。第*个是存储的位置。它不能放在露天,因为在露天,不仅会发生诸如盗窃等各种产品的,还会发生腐蚀问题。露天场地很容易受到各种极端天气条件的影响。大量的雨水或雨雪会 程度地侵蚀表面上的镀锌层,这可能会导致产品生锈。第二个是存储的细节。它不直接暴露在太阳光线下。需要冷却和干燥,不得与腐蚀性物品一起存放。 镀锌钢管应存放在防尘功能中,以保持清洁和新功能。作为专业的镀锌钢管制造商,我们有多年生产镀锌钢管产品,欢迎有需要前来购买的朋友。



