您的位置>首页 >玉树当地产品News >
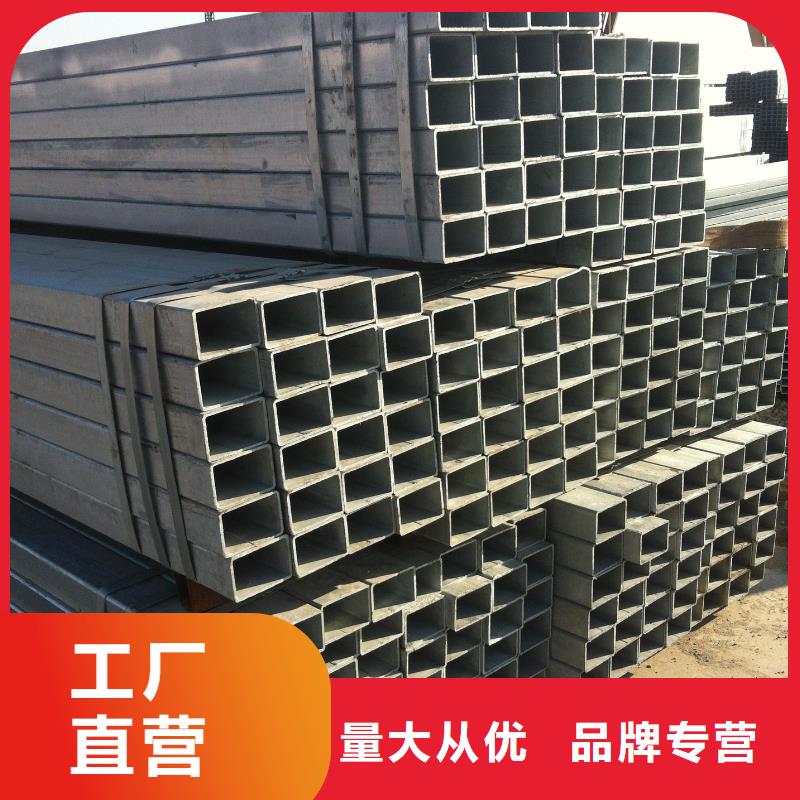
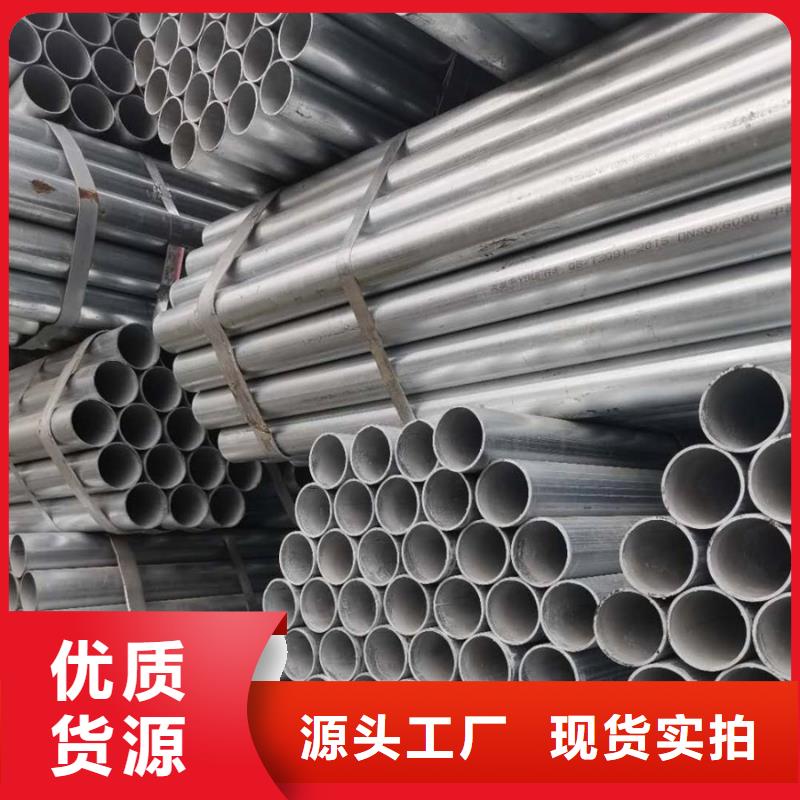
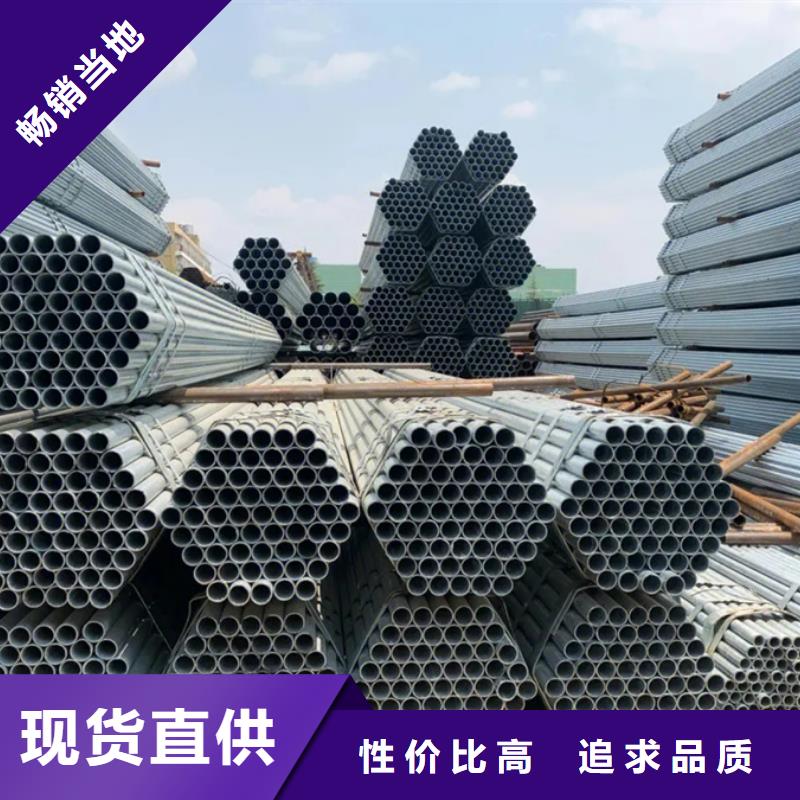
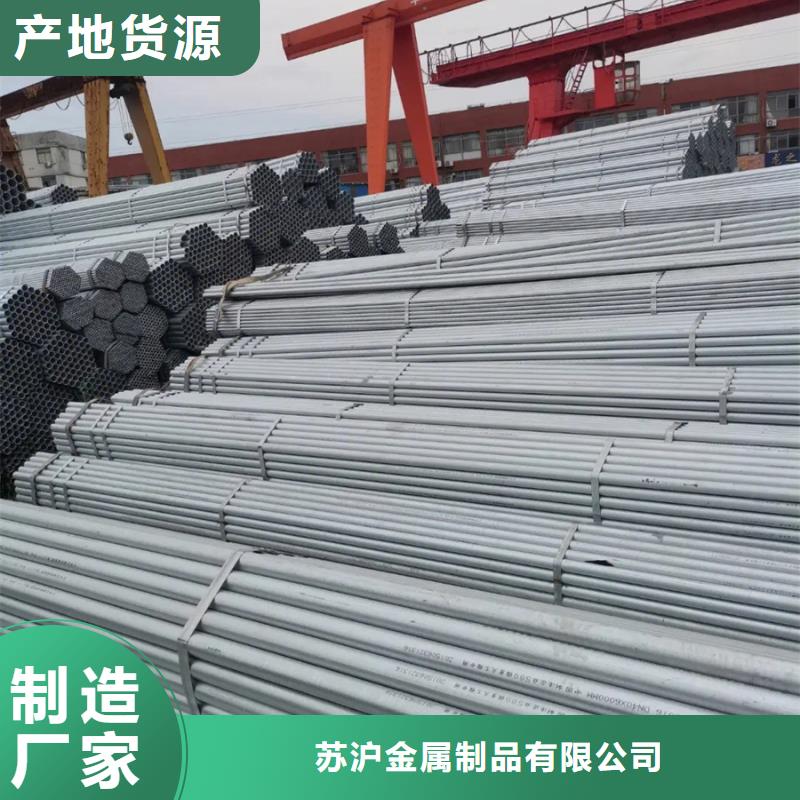
Q345B镀锌管DN20规格
发布时间: 2024-06-27 13:43:13 浏览次数:1
以下是:Q345B镀锌管DN20规格的产品参数
| 产品参数 |
|---|
| 产品价格 | 4800 |
|---|
| 发货期限 | 两天 |
|---|
| 供货总量 | 3000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 否 |
|---|
| 产品材质 | Q235B Q345B |
|---|
| 产品品牌 | 神悦 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 包头 |
|---|
| 产品产地 | 天津 |
|---|
| 加工定制 | 加工 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 镀锌 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 方形 |
|---|
| 适用领域 | 建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 无功率 |
|---|
| 工作温度 | 530 |
|---|
| 长度 | 3米 4米 5米 6米等 |
|---|
以下是:Q345B镀锌管DN20规格的图文视频
导读 Q345B镀锌管DN20规格,青海省玉树市苏沪金属制品有限公司为您提供Q345B镀锌管DN20规格,联系人:朱经理,电话:13777556586、13777556586,QQ:13777556586,请联系青海省玉树市苏沪金属制品有限公司,发货地:杭州德清升华库发货到玉树。 青海省,玉树藏族自治州 玉树藏族自治州(藏语名:ཡུལ་ཤུལ་བོད་རིགས་རང་སྐྱོང་ཁུལ།),首府驻玉树市,是青海的8个地级行政区之一,藏语意为“遗址”,是青海省第一个、中国第二个成立的少数民族自治州;地势南北高、中间低,西高东低;属典型的高寒性气候。全州总面积26.7万平方千米,下辖1市、5县。根据第七次人口普查数据,截至2020年11月1日零时,玉树藏族自治州市常住人口为425199人。
【全新视界!】Q345B镀锌管DN20规格产品视频,带你领略产品新风尚!
以下是:Q345B镀锌管DN20规格的图文介绍


玉树苏沪金属制品有限公司位于德清升华库,公司多年来一直从事 09CuPCrNi-A钢板生产加工业务,我公司生产的 09CuPCrNi-A钢板具有生产效率高、成本低、操作方便、安全性高、易于维护等特点。公司以“诚信为本!品质为金!服务至上!”为宗旨,欢迎各界新老客户来迅达公司光临指导,洽谈业务,我们愿与您携手共创美好明天!


华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。

总结 今年在青海省玉树市购买Q345B镀锌管DN20规格有了新选择,青海省玉树市苏沪金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的Q345B镀锌管DN20规格产品。如需购买或咨询,请随时联系我们,联系人:朱经理-13777556586,QQ:13777556586,地址:德清升华库。