您的位置>首页 >南充本地今日新闻 >
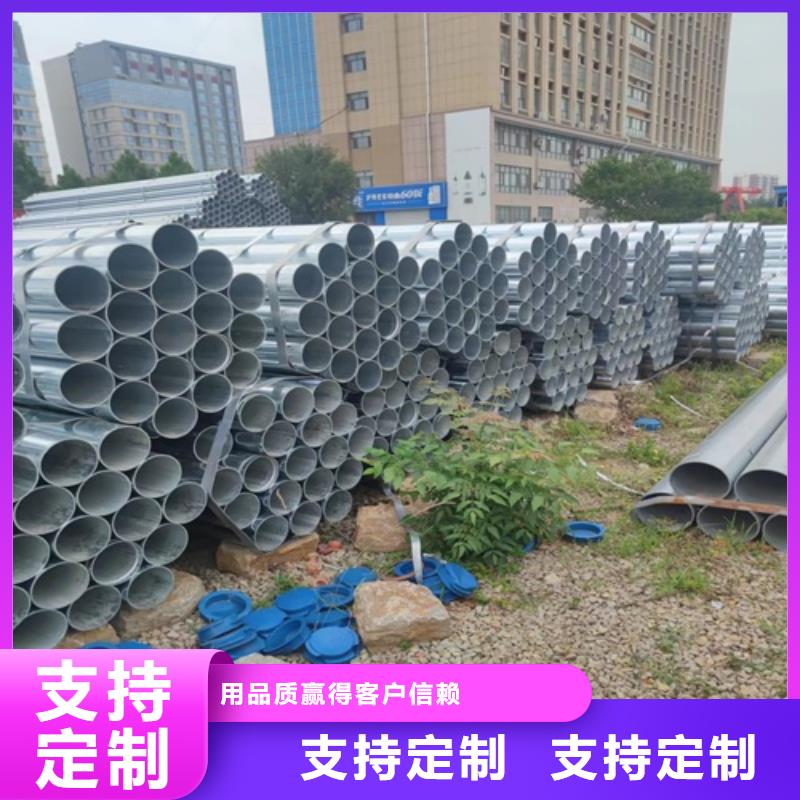
附近<鹏鑫>6米镀锌管全国走货
发布时间: 2024-05-23 20:53:42
以下是:附近<鹏鑫>6米镀锌管全国走货的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 100000吨 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235 Q345等 |
|---|
| 产品品牌 | 鹏鑫 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 齐全 |
|---|
| 产品颜色 | 银色 |
|---|
| 外形尺寸 | 标准 |
|---|
| 适用领域 | 建筑工程等 |
|---|
| 是否进口 | 否 |
|---|
以下是:附近<鹏鑫>6米镀锌管全国走货的图文视频
导读 附近<鹏鑫>6米镀锌管全国走货,四川省南充市鹏鑫钢铁为您提供附近<鹏鑫>6米镀锌管全国走货,联系人:李经理,电话:0527-88266888、17768165506,QQ:595117986,请联系四川省南充市鹏鑫钢铁,发货地:聊城山东聊城经济开发区武夷山路发货到南充。 四川省,南充市 南充市历史悠久,由于古代地处充国南部得名,源自汉高祖公元前202年设立的安汉,至今建成2220多年。春秋以来历为都、州、郡、府、道之治所;解放初期为川北行署区的驻地。南充是三国文化和春节文化的发祥地,民风淳朴,民俗优雅,三国文化、丝绸文化、红色文化和嘉陵江文化交融生辉。南充市是成渝城市群区域中心城市和川东北政治、经济、文化中心,是成渝经济区北部中心城市、II型大城市、三线城市,“一带一路”战略重要节点城市、川东北城市群重要节点城市、中国优秀旅游城市、国家园林城市、全国清洁能源示范城市、南遂广城镇密集区中心城市、中国特色魅力城市200强之一、国家重要的商品粮和农副产品生产基地、四川培育壮大的七大区域中心城市之一、四川省石油天然气和能源化工基地、川东北区域科教文化中心、西部地区重要的交通枢纽城市,素有“水果之乡”、“丝绸之都”的美誉。市境内有朱德故里、阆中古城景区等旅游景点。2022年5月,被纳入巴蜀文化旅游走廊的规划范围。
图文介绍虽好,但视频更能展现附近<鹏鑫>6米镀锌管全国走货产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
以下是:附近<鹏鑫>6米镀锌管全国走货的图文介绍

镀锌钢管的防锈方式 组份环氧涂料防腐蚀特性出色,在耐用性、耐磨性能、冲击韧性等领域均有显著的优势,与传统的的溶剂型涂料对比具备边沿附着性好、不容易造成裂痕、工程施工高效率、工程施工的安全系数更强等特性,使组份环氧涂料愈来愈广泛运用于大中型镀锌钢管的防腐蚀。现阶段,针对大中型镀锌钢管无溶剂涂料喷涂工程施工大多选用人力喷涂的方法,防腐蚀层品质无法得到确保,高效率低,镀层干固所需时间长,需占据很多场所。对于这样的事情,产品研发出了大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性。 1、大中型镀锌管组份环氧树脂镀层全自动喷涂技术性选用热干固技术性、建筑涂料加温技术性,应用组份份自动喷涂设备喷漆组份环氧涂料,提升防腐蚀镀层的总体防腐蚀功能和生产效率,减少员工的劳动效率。 2、选用大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性,可全天工程施工不会受到条件限定,镀层一次涂膜厚,干固時间快。 3、大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性,自动化技术水平高,漆层匀称,薄厚误差小。




镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。

总结 附近<鹏鑫>6米镀锌管全国走货_四川省南充市鹏鑫钢铁,固定电话:17768165506,移动电话:0527-88266888,联系人:李经理,QQ:595117986,山东聊城经济开发区武夷山路 发货到 四川省南充市。