




为了让您更地了解我们的液压机械用珩磨管交货及时,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:液压机械用珩磨管交货及时的图文介绍


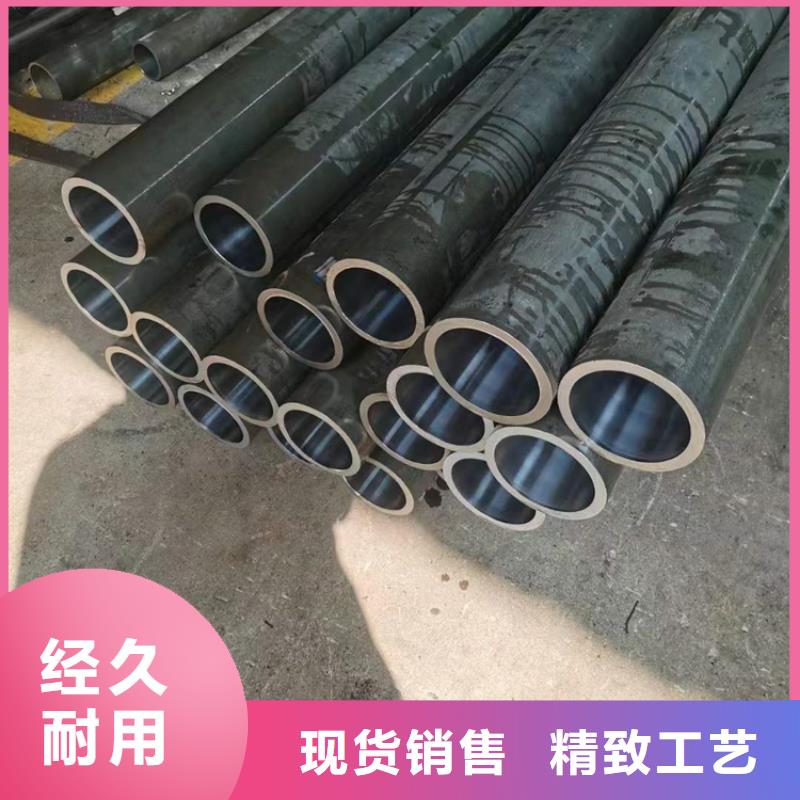
对于高精密珩磨管的生产工艺你又有多少了解高精密绗磨管正常的工作压为:0――12000PSI为了施工者的严禁超过此范围,而且必须头戴安面具、全帽,以及工作服以防万一,因为每一种产品没有 性的,它牵涉到操作人员的技术、使用时间、产品的寿命,及机器的稳定性。一条高精密珩磨管虽然没破并不代表它是好的,用久了,时间放长了,会老化,耐压性就会降低,当然性就降低了,那就该换新的。高精密珩磨管的主要生产程:管坯及坯加热、管坯的穿孔、钢管的延伸。高精密珩磨管的轧制、钢管定径、钢管减径、钢管的冷却和精整或者可以说是钢胚的加热穿孔热扎酸洗冷拔碳烧切头喷标包装成品一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。



九冶管业有限公司一直视 云南大理油缸管产品质量为企业生存之本,并注重 云南大理油缸管产品的改良与创新。除了对质量方面严格把关,服务也是我们的一大特色,我们深信好的 云南大理油缸管产品加好的服务,才能让企业更稳健地成长,成为客户心中值得信赖的 云南大理油缸管品牌。 云南大理油缸管的尺寸、材质、颜色均可定制,期待您的详询!


45号绗磨管采用加工工艺技术绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。



其中自动化研磨又包括使用电力或者超声波的研磨方式来完成生产任务。好的生产工艺,对于生产效率的提高是必然的,近年来,绗磨管我们使用以上几种研磨方式来生产研磨管,获得了很大成效,对于内圆外圆的研磨已经不再是问题,相信在我们不断的努力中,一定能取得更好的工艺发展。珩磨管的日常工作原理主要是通过砂带上的沙粒产生一定的压力,在一定转速之下进行的表面研磨。通过砂带的上下移动对工件的上下表面来回磨削,达到一定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理。



现在市面上生产的冷拔20#绗磨管,大多数都是采用热处理工艺制造而成的,前奏需要进行真空退火,退火的温度越低,则对于真空度的要求越高,在此过程中,需要经过很为复杂的过程,相对而言,冷拔20#绗磨管对于技术方面的要求要高出许多,所以,这种管道材料在质量的方面才会具有如此显著的优势。高精密绗磨管的高强度具体表现如果选择了普通的钢管,那么你所订购的钢管,与你所收到的钢管,型号方面会出现很大的误差。甚至在一条钢管上的不同部分,内径或者是壁厚,都会出现很大的差距。这样的管道,在使用的过程中,肯定会带来很多的问题。但是高精密绗磨管不同,这种钢管对于管道,任何部分的标准,都有非常严格的要求。虽然高精密绗磨管,同样也是无法,管道每个方面的尺寸,都完全符合这个标准。但是高精密绗磨管,却是可以将误差,控制在一个,非常小的范围以内。在一般情况下,这个误差都不会,超过两个标准的单位,这对于大多数行业来说,就已经足够了