





想要了解hdpe打孔波纹管批发零售产品的魅力?视频为你揭晓答案!
以下是:hdpe打孔波纹管批发零售的图文介绍


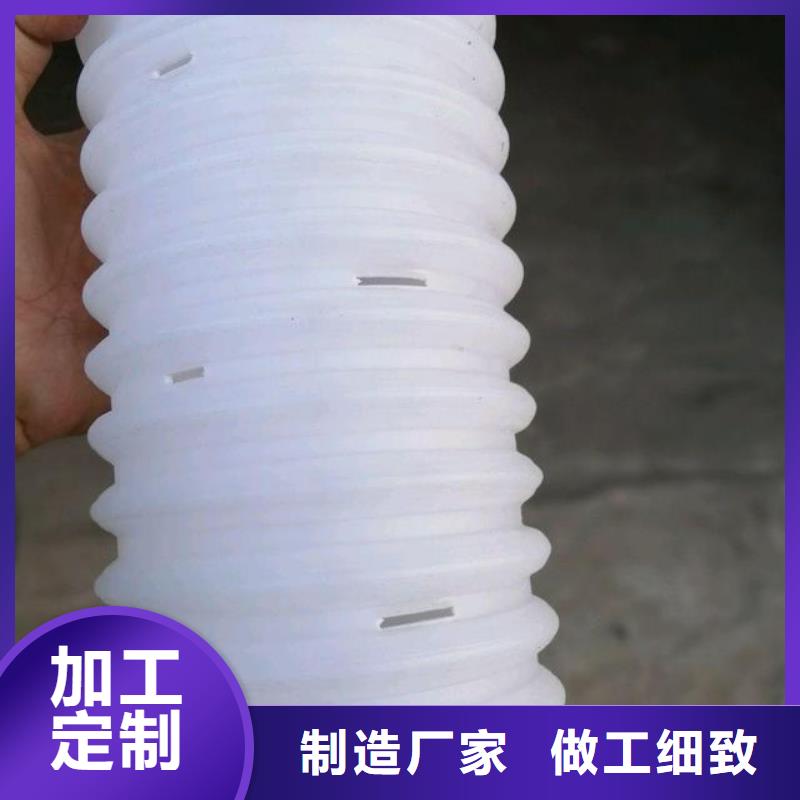
HDPE打孔波纹管HDPE打孔波纹管是在波纹管凹槽处打孔,青海海东打孔波纹管管外四周包覆针刺土工而成。根据波纹管内部结构可分为单壁透水波纹管和双壁透水波纹管。由于HDPE打孔波纹管产品的管孔在波谷中且为长条形,有效的克服了平壁管打孔产品易被堵塞而影响排水效果的弊端 HDPE打孔波纹管 HDPE打孔波纹管是在波纹管凹槽处打孔,管外四周包覆针刺土工而成。根据波纹管内部结构可分为单壁透水波纹管和双壁透水波纹管。由于HDPE打孔波纹管产品的管孔在波谷中且为长条形,有效的克服了平壁管打孔产品易被堵塞而影响排水效果的弊端,针对不同的排水需求,管孔的大小可为10mm x 1mm - 30mm x 3mm,并且可以在360度、270度、180度、90度等范围内均匀分布。青海海东打孔波纹管HDPE打孔波纹管广泛用于公路、铁路路基、地铁工程、废弃物填埋场、隧道、绿化带、运动场及含水量偏高引起的边坡防护等排水领域以及农业、园艺之下灌溉、排水系统。HDPE打孔波纹管与软式透水管、塑料盲沟已成为我国土木工程建设 渗水、排水)中三大主要产品。



打孔波纹管在施工前应先确认PE矿用管道是否符合行业的标准要求,青海海东打孔波纹管如下几点: 1、外观:矿用PE管材内外壁应该光滑、平整、不允许有气泡、裂口和明显沟纹、凹陷等,外观色泽均匀,每根管材两端面应和轴线垂直。 2、壁厚偏差:管材同一截面壁厚偏差不超过14%。 3、壁厚:与公称外径、公称压力对应的管材小壁厚应符合标准要求。 4、不圆度:管材的不圆度不应大于5%。 5、扁平:PE管材被压至内壁重全,应无裂纹和破坏。 6、液压:在试验压力保压为100h,PE管材应无渗漏和破坏。 7、拉伸强度和拉断伸长率:拉伸强度不应小于9.0Mpa,拉断伸长率不应小于300%。 8、表面电阻:根据PE矿用管的用途不同,其表面电阻要求也不同。 ①供、排水用管:外壁表面电阻算术平均值不应大于1.0×10^9Ω; 青海海东打孔波纹管 ②正压风管:内、外壁表面电阻算术平均值不应大于1.0×10^8Ω; ③喷浆用管:内、外壁表面电阻算术平均值不应大于1.0×10^8Ω; ④负压风管:内、外壁表面电阻算术平均值不应大于1.0×10^6Ω; ⑤抽放瓦斯用管:内、外壁表面电阻算术平均值不应大于1.0×10^006Ω。 9、煤矿用法兰应大于或等于煤矿用PE管各项技术标准。


金鸿耀工程材料有限公司拥有一支 青海海东聚丙烯网状纤维高素质研发团队,良好的工程师,可根据客户的要求设计 青海海东聚丙烯网状纤维。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 青海海东聚丙烯网状纤维,整条生产线质量层层把关,严格的产品测试。




打孔波纹管,已经成为土木工程建设中排水的主要产品,青海海东打孔波纹管还被广泛应用于高速公路,市政工程及运动场等地,来看看这种埋在地下的波纹管是怎么制造出来的。 打孔波纹管采用的是挤出一次成型工艺,而原料是由一些高密度的聚乙烯(HDPE)塑料制成,这种材料耐腐蚀性能强,使用寿命非常长,在生产过程中先把准备好的聚乙烯塑料和一些添加剂放在一起,送入机器中让其充分搅拌混合。搅拌混合后的原料被送入到挤出机中,高温加热到230摄氏度,使得塑料颗粒被熔化后挤出粘稠的液体,被看从机器中挤出来的这一坨坨的很难看,就是用它们制造出那些带波纹漂亮的管子。 波纹管的成型模具是由上百对左右分开的模块组成,青海海东打孔波纹管通过每对模块循环的闭合和打开就可以不断的制造出波纹管。 挤出机头伸入到模腔中,随着每组模具的闭合就形成了波纹管的成型腔,挤出机把熔化的聚乙烯塑料注入到模具中,溶液会迅速填充到纹路中,随着模具向前移动模具中的冷却系统会让波纹管硬化成型,每对模具会自动打开脱模,模具向前移动继续循环成型波纹管。 通过几个带齿的转盘旋转,在波纹管的四周凹槽处打孔,一般都会打方孔这样能增加排水面积。 波纹管表面用一层滤布包裹并热压粘紧,这样可以防止排水沟上的孔洞被堵塞。 将水管按一定长度切断并缠绕在卷轴上,并用绳子固定,再用塑料薄膜缠绕就可以直接出厂了。 每一个产品都要进行抽样测试,通过压缩强度测试可以确保管道在承重时不会发生弯曲。


