



想要探索河道栏杆性能可靠的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:河道栏杆性能可靠的图文介绍
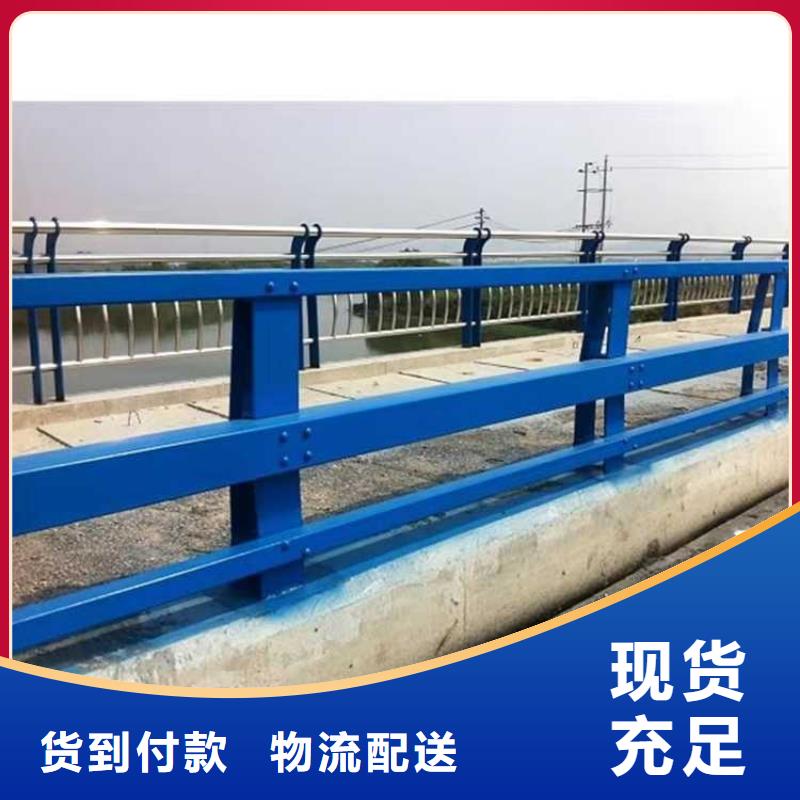
聚晟护栏制造有限公司是 四川成都镀锌喷塑防撞栏等产品的专业生产企业,欢迎大家咨询产品规格,价格,来公司参观洽谈.
公司一直是以“质量精良,交货及时,价格合理,服务周到”的宗旨来为广大客户服务的;并且本着“质量求生存,信誉谋发展”的生产原则,赢得了广大新老客户的好评。公司内部管理科学,质量保证体系健全,我公司以诚为本,信誉良好,深受国内外客商信赖。聚晟护栏制造有限公司愿为国内外的客户提供优质的产品和的服务。真诚欢迎各地的朋友来我公司洽谈业务,愿与每位客户携手共进,共创美好的未来。


防止桥梁护栏连接后的螺纹生锈腐蚀。套好丝的管端旋如入管件时不得逆向旋转。连接好的内衬不锈钢复合管,露在外面的螺纹应加以防腐胶。全屏蔽内衬不锈钢双密封管件在使用时要把螺纹内杂质清理干净。管端和螺纹在对接时应加生料带。 汽车车架,汽车零部件,汽车装饰灯几个方面为大家介绍不锈钢复合管复合管在。汽车上应用。简单来说汽车用的不锈钢复合管复合管主要在于一些特殊部位。尤其是排气系统的不锈钢复合管用量已占。从以下方面为大家介绍:汽车燃油箱。 其80%为铁素体不锈钢复合管。随着汽车发动机的性能提高,排气规则的严。格化,发动机排出的气体温度越来越高,近某些汽车排气温度已高达900℃,且有高温化(达950℃)的倾向。与此相应。到汽车不锈钢复合管应用总量的一半以上。



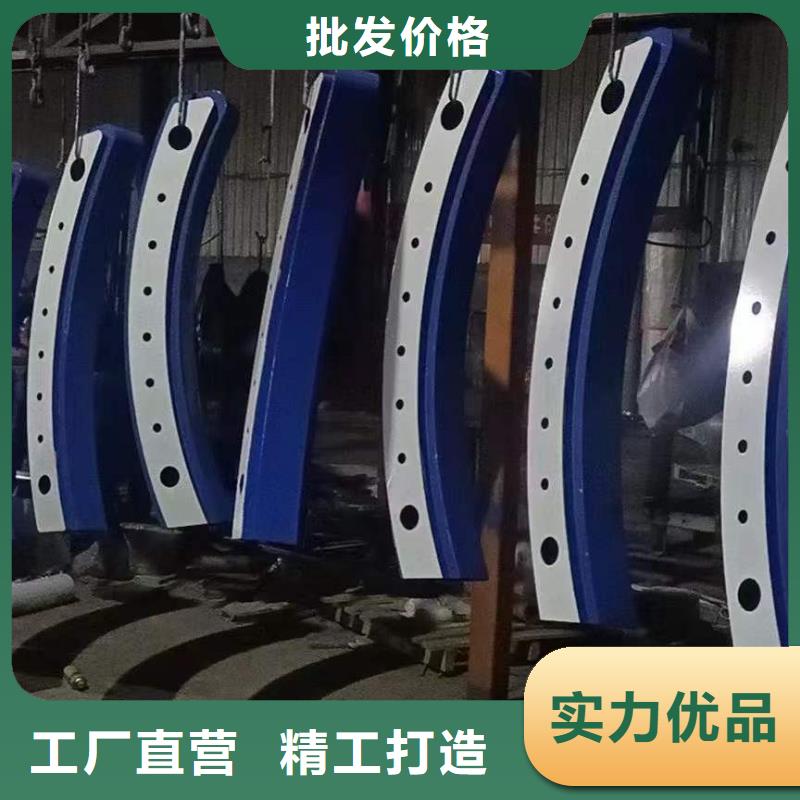
不锈钢复合管护栏这些优势你了解吗不锈钢护栏结构一般分为主杆和立柱,主杆也经常被称为主管(比如,楼梯护栏扶手部位即是我们所说的主管)。立柱也可以称之为立管,就是用来支撑主管的。 主管的壁厚按照 的标准是1.2mm,不锈钢护栏在生活中经常见到,比如楼梯护栏、阳台护栏、桥梁护栏等等。不锈钢护栏有许多优点,因此得到了大范围的普及。生活中经常见到的不锈钢护栏有楼梯护栏,阳台护栏是不锈钢的也比较多;桥梁护栏大多数都还是水泥或者大理石的,不锈钢桥梁护栏还比较少。 安装说明在安装的时候一定要注意检查它的厚度,不要被别人坑了。另外立管的壁厚应该在0.7mm以上,因为立管安装的时候比较复杂,因此比主管薄一些是正常现象,但是低于0.7就不行了。如果不锈钢护栏上面生锈了,这时候不能用砂纸去把锈迹打磨掉。 这样不但会损坏不锈钢的外观,而且还会破坏不锈钢表面的保护膜,那么将来就会生更多的锈了。正确的方法是到不锈钢市场去买光洁水,或者跟商家讲专门用来除不锈钢锈的他们就会知道了。如果你想的杜绝锈迹,在上面来一遍抛光蜡效果就更好了。



许多原有不锈钢复合管生产企业将生产重心由300系产品转向了200系产品,一方面,可使企业所需的原料成本降低,方面更为灵活,另一方面,200系产品价格低,行情起落较大时,经营200系不锈钢复合管产品所面临的资金。 质量有一定的,可是与一些的不锈钢复合管企业相比,仍存在着一定的差距,的不锈钢复合管企业经过长期的积累,在材料、设备等方面都具有一定的优势,垄断了一些国内高端工业用不锈钢复合管。 近年来,不锈钢复合管产业发展状况越发良好,其中,以价格低廉,外观类似的200系不锈钢复合管产品所占市场份额相对较大,而200系在价格方面与300系列产品的差价,是200系产品应用的助推剂。但由于200系列材质本身镍含量低,在耐腐蚀等化学特性方面明显不如300系不锈钢,这样就也局限了200系的应用场所,比如轮船上面的装饰用管,在长期、盐度较高的环境下,200系使用率几乎等于零。 304不锈钢复合管发展前景随着化工工业在的发展,304不锈钢复合管的应用越来越广泛,国内304不锈钢复合管每年以10%的速度增长着,在石油,尿素等行业也有很大的发展前途。304不锈钢复合管在性能上的突出是屈服强度高和耐应力腐蚀,具有良好的焊接性,焊接冷裂纹和热裂纹的性都较小。


对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不,增强耐蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。 内衬不锈钢复合管栏杆有什么优点1、具有良好的机械性能;由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热系数小,尤其适宜高层建筑给水的立管与支管及地埋敷设用。 如何控制不锈钢复合管的焊接质量不锈钢复合管是一种新型金属复合材料,具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。 那么不锈钢复合管有哪两种焊接措施呢首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。


