
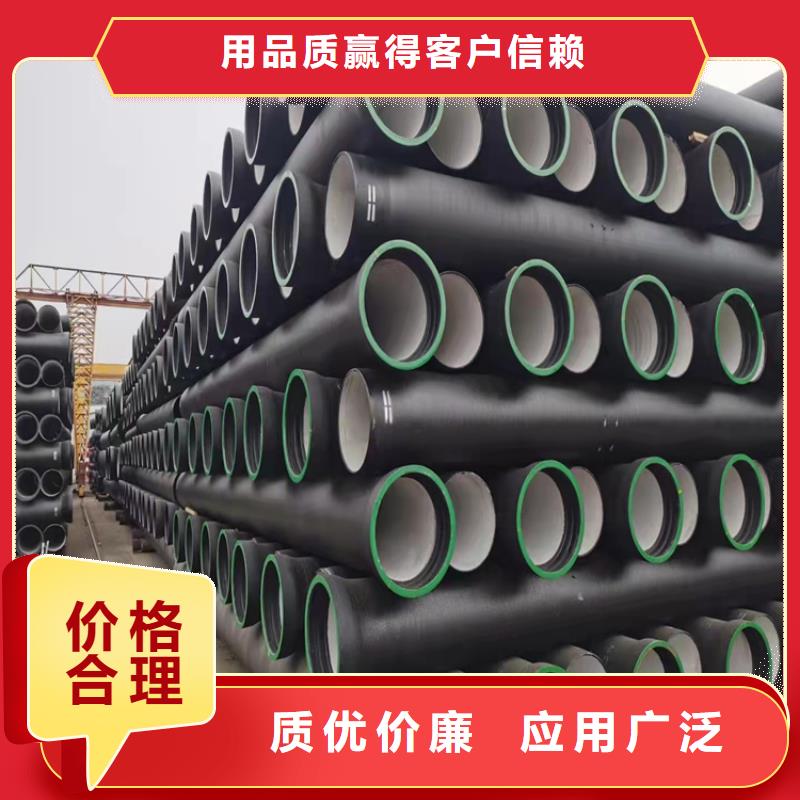



我们的DN100球墨铸铁管介绍视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:DN100球墨铸铁管介绍的图文介绍
“造优质 广东潮州D400重型方井盖,创国际”是博辉钢铁有限公司的坚定信念和永恒追求,向用户提供优质的 广东潮州D400重型方井盖产品和完善的服务是我们对用户的承诺。 我们将继续以高品质,高标准和合理的价格及良好的服务来回报广大用户对我们的支持,欢迎国内外客户的光临惠顾,我们将竭诚为您服务!


广东潮州 球墨铸铁管的设计要求 管道的埋设深度应根据冰冻程度、外部荷载与其它管道交叉等因素确定。在一般情况下,埋设深度可在冰冻线以下0.2米处,并符合如下条件:当管径大于100mm时,管顶***小埋深为1.20米。 设计沟槽底宽一般为管外径加0.5米,并根据土质状况,确定开挖坡度(i),绘制沟槽剖视图。 球墨铸铁管与其它管材一样,均匀流的沿程水头损失也为hf=λ/dv2/2g,所不同的只是“λ”(水力摩阻系数),即水头损失可按原铸铁管局部阻力损失计算。球墨铸铁管与其它管材一样,均匀流的沿程水头损失也为hf=λ/dv2/2g,所不同的只是“λ”(水力摩阻系数),即水头损失可按原铸铁管局部阻力损失计算。 球墨铸铁管的出现为我国供水事业提供了一种性能优良的***管材。为了在工程中更好的应用球墨铸铁管,设计与施工人员应熟悉球墨铸铁管的特性,不断地发现问题并加以解决,使设计更加合理、施工更加规范,使***管材在供水工程中发挥更大的作用 广东潮州配套管件有承盘短管,双承套管,插盘短管,双承弯管,承单支盘丁字管,三承丁字管,双承渐缩管, 双盘渐缩管,90°双盘弯管,45°双盘弯管,全盘丁字管,承插盘丁字管,双承丁字管,全承十字管,全盘十字管,90°承插弯管,22.54°承插弯管,三承一插十字管,承插双盘四通,承插渐缩管等。? 我公司常年供货各省地区,公司***的产品,低廉的价格受到各县市饮用水工程、自来水公司的***!欢迎新老客户来公司看货!承插DN150球墨铸铁管***质量



广东潮州当今球墨铸铁管是国内供水,排水管中使用多的一种管材。很多供水管材也因为球墨铸铁管的出现而被淘汰了,球墨铸铁管成了供水的管材,但是,对于球墨铸铁管的修复,大部分的用户都不是很了解,下面就由郑州球墨铸铁管厂家来给大家介绍一下吧。 1、球墨铸铁管件外涂层修补: 用毛刷和钢丝清洁表面,必要时可用气燃方法干燥,用钢丝刷清理干净后,涂上油漆。 2、球墨铸铁管件内衬修补: a.把需要修补的部分转到底部,把损杯的部分剔去。 b.用金属刷子除去残留的水泥块,湿润待修部分的水泥层边缘,然后等待几分钟。 c.填充水泥砂浆,并把它压至原有水泥涂层厚度。 d.后把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹。



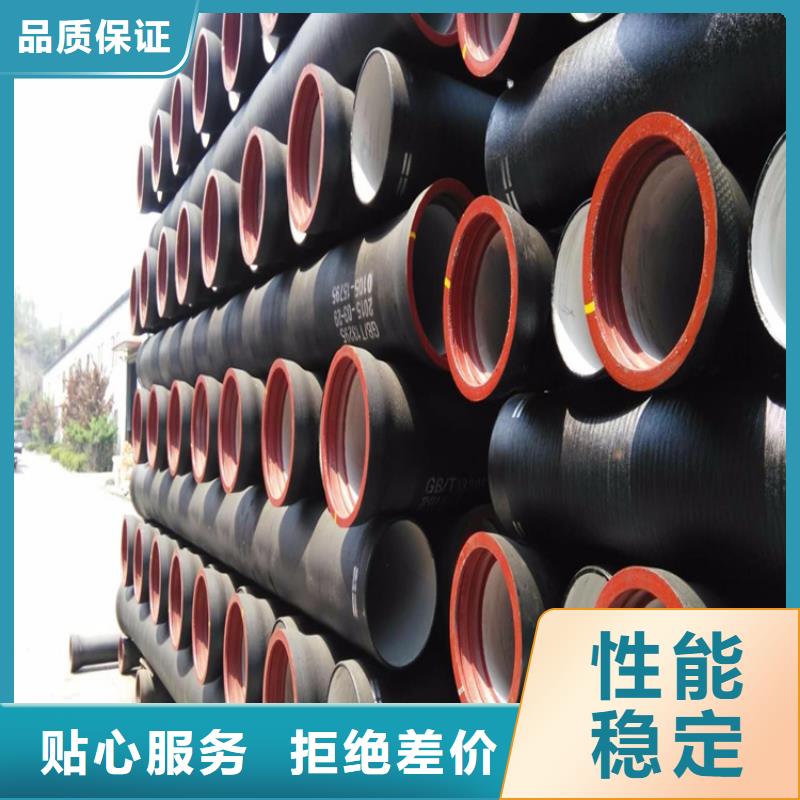
广东潮州球墨铸铁管是一种值得信赖的管道
球墨铸铁管是一种新型了输水管道,以前的管道都是铁的或者是铝合金的,这些管道不仅不容易保存,像是铁的管道吧,见了水和氧气就会氧化,导致铁锈生成,这样就会使管道腐蚀不易保持管道的完整性。像是铝合金管道吧,成本会比较高,所以这些都不是明智的而且适合人们选择的一种管道,现在很好了,有了球墨铸铁管,就解决了很多的问题。
广东潮州球墨铸铁管是新型的管道,可以运输水、油、气等等的物质,既干净环保,又有比较好的耐腐蚀性,可以长期使用。球墨铸铁管是一些大型的集团,工商业等等的地方进行应用,这些地方在净化水供应方面可以使用,在这些管道里水可以运输,人们可以放心的饮用。球墨铸铁管是一种值得信赖的管道,现在有了 球墨铸铁管就可以方便放心的饮用水了,是现代很有用处的一种新型产品。



广东潮州规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。 针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。 对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。 离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。 重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。 广东潮州对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。 生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。