



产品视频展示,助您洞悉景观护栏货真价实产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:景观护栏货真价实的图文介绍

振轩交通工程有限公司从事 四川内江道路防撞护栏生产加工已有十余年。 生产基地占地20000多平米,其中厂房面积15000平米。以卓越的品质、精湛的制作工艺及流行的设计风格,赢得了消费者的认可和信赖。


在安装道路护栏时有以下需要注意的事项: 在安装高道路护栏时按填方高度、边坡坡度、被保护物情况等布设。通过护栏的整体防护及使车辆正确导向,保证碰撞车辆车内乘员的一种综合性能。布设前应熟悉沿线的路线、桥涵设计情况,并予以加以考虑;通常在大、中桥上一般用混凝土墙式护栏,其与道路护栏连接时有一个刚柔过渡的过程,应预以重视。道路此时要采加强型,并与墙式护栏牢固连接。
1.护栏运送到目的地后,人工轻轻卸车,防止塑层磕碰脱落,施工时,将立柱按照安装要求分散开来。
2.钢立柱间距3m,如地形起伏大时可适当缩短间距,围栏底线距地面高度10厘米左右,钢立柱埋深30cm,网围栏松紧度人用力下压小于30cm为宜。(详见护栏结构图)。
3.预埋基坑规格:底座长40cm、宽50cm、高50cm,地下根基用石料灌浆,不得小于40厘米。底座砌砖,水泥罩面。
4.立柱安装时,用水平尺测量垂直度,上下双横线保证上下平行。 检查立柱,是否都已完成浇筑工序。
1.护栏运送到目的地后,人工轻轻卸车,防止塑层磕碰脱落,施工时,将立柱按照安装要求分散开来。
2.钢立柱间距3m,如地形起伏大时可适当缩短间距,围栏底线距地面高度10厘米左右,钢立柱埋深30cm,网围栏松紧度人用力下压小于30cm为宜。(详见护栏结构图)。
3.预埋基坑规格:底座长40cm、宽50cm、高50cm,地下根基用石料灌浆,不得小于40厘米。底座砌砖,水泥罩面。
4.立柱安装时,用水平尺测量垂直度,上下双横线保证上下平行。 检查立柱,是否都已完成浇筑工序。



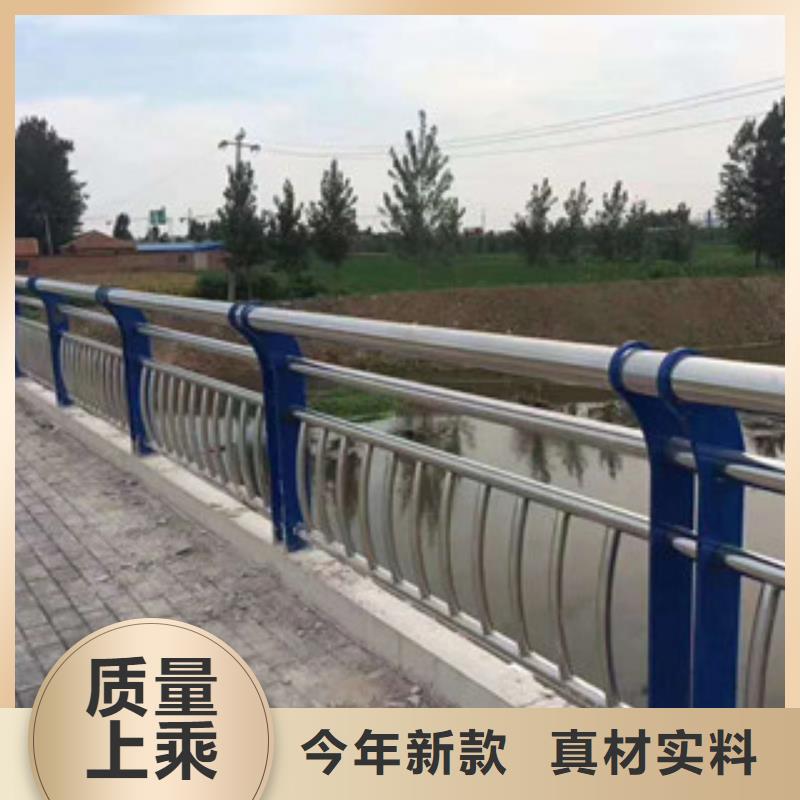
道路护栏,高速道路护栏板,高速路护栏等。采用防护性能好,美观耐用,不变形,安装便捷,经济效益好,可供长期使用的护栏才是道路防护的理想选择。道路护栏通常又称作高速道路护栏。交通护栏。
我们可以发现它不仅非常的美观,也是非常的,所以说道路护栏的与美观都要同时重视起来。道路护栏在我们的生活中扮演着一个非常重要的角色。我们走在路上可以说是经常都能够看见它。道路护栏在制作过程中的要求有很多。
现代生活中,道路护栏的使用越来越广泛,新绿洲要求,在追求了美观的同时,千万不能忽略了。
很多人喜欢将栏杆设在紧贴窗扇的位置,如果窗台台面太大,如凸窗等,小孩经常站在窗台上眺望。常见的低窗台距地0.5米左右。如果紧贴内墙增加0.4米栏杆或栅栏肯定达到规范要求的防护措施。但由于美观要求和利用窗台的需求。
附加在窗台上的栏杆本身高度应达到0.9米,如果窗台太低,住户往往会无意识攀登到窗台上,不宜简单附加低栏杆,否则危险是没有充分杜绝的。以固定窗作为低窗台的防护措施时。这时而且使用者也站到窗台上开启窗户仍有危险存在。
我们可以发现它不仅非常的美观,也是非常的,所以说道路护栏的与美观都要同时重视起来。道路护栏在我们的生活中扮演着一个非常重要的角色。我们走在路上可以说是经常都能够看见它。道路护栏在制作过程中的要求有很多。
现代生活中,道路护栏的使用越来越广泛,新绿洲要求,在追求了美观的同时,千万不能忽略了。
很多人喜欢将栏杆设在紧贴窗扇的位置,如果窗台台面太大,如凸窗等,小孩经常站在窗台上眺望。常见的低窗台距地0.5米左右。如果紧贴内墙增加0.4米栏杆或栅栏肯定达到规范要求的防护措施。但由于美观要求和利用窗台的需求。
附加在窗台上的栏杆本身高度应达到0.9米,如果窗台太低,住户往往会无意识攀登到窗台上,不宜简单附加低栏杆,否则危险是没有充分杜绝的。以固定窗作为低窗台的防护措施时。这时而且使用者也站到窗台上开启窗户仍有危险存在。



不锈钢复合管连铸连轧生产方法技术,属于冶金领域不同金属无缝复合管生产工艺中一种近终型连铸连轧技术。
1.该发明的重要特点在于采用两台并列安装的立式空心管坯连铸机,直接铸出不锈钢复合空心管坯,然后将高温管坯切成定尺及时放入斜底保温炉进行均热和温度调整,然后将管坯取出送入三辊行星斜轧机进行延伸初轧,随后将初轧荒管送进张力减径机、定径机精轧出成品管。成品管经过冷却、矫直、定尺、平头和精密检验后包装入库,整个生产过程是在线连续的。
2.采用该方法既能生产不锈钢单面无缝复合管,还可以生产双面复合管,而且省去了传统工艺中实心坯穿孔工序和两次坯料加热,并实现了无缝复合钢管生产的近终型连铸连轧,这不仅缩短生产流程、减少设备投入、节约了能源,还提高了轧机生产效率和钢管轧制质量。
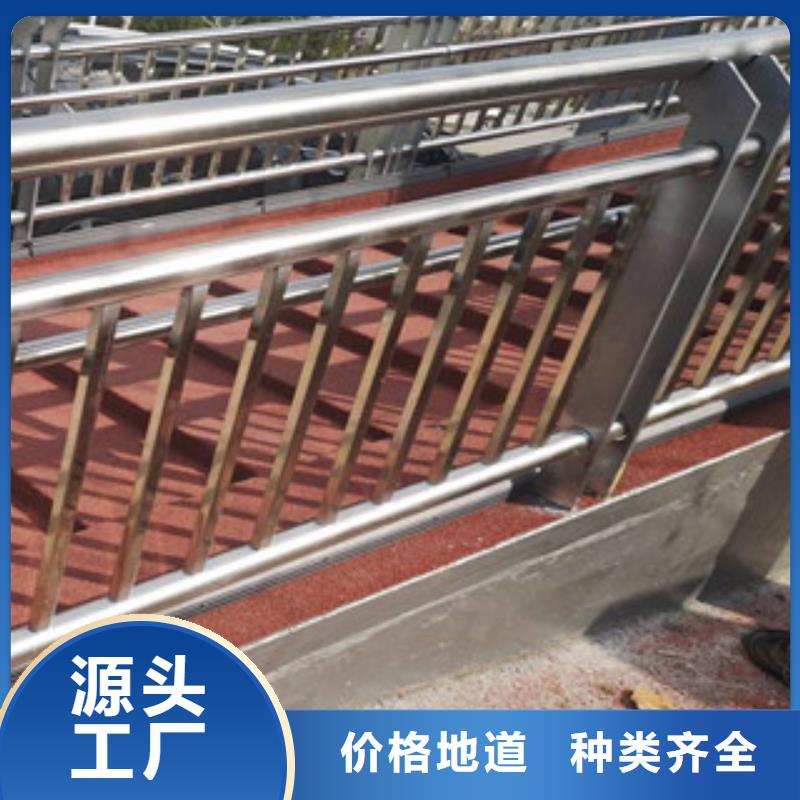
不锈钢复合管 兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 不锈钢复合管的表面质量: 1、复合管基材应包覆紧密、匀称。 2、复合管的外表面应清洁,不得有裂纹、折叠、分层、划伤、氧化皮和明显的焊道缺陷。 3、复合管表面粗糙度 A、圆管外径小于等于63.5毫米时,其表面粗糙度不低于400号。B、圆管外径大于63.5毫米时,其表面粗糙度不低于320号。C、方形管和矩形管的表面粗糙度不低于320号。
1.该发明的重要特点在于采用两台并列安装的立式空心管坯连铸机,直接铸出不锈钢复合空心管坯,然后将高温管坯切成定尺及时放入斜底保温炉进行均热和温度调整,然后将管坯取出送入三辊行星斜轧机进行延伸初轧,随后将初轧荒管送进张力减径机、定径机精轧出成品管。成品管经过冷却、矫直、定尺、平头和精密检验后包装入库,整个生产过程是在线连续的。
2.采用该方法既能生产不锈钢单面无缝复合管,还可以生产双面复合管,而且省去了传统工艺中实心坯穿孔工序和两次坯料加热,并实现了无缝复合钢管生产的近终型连铸连轧,这不仅缩短生产流程、减少设备投入、节约了能源,还提高了轧机生产效率和钢管轧制质量。
不锈钢复合管 兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 不锈钢复合管的表面质量: 1、复合管基材应包覆紧密、匀称。 2、复合管的外表面应清洁,不得有裂纹、折叠、分层、划伤、氧化皮和明显的焊道缺陷。 3、复合管表面粗糙度 A、圆管外径小于等于63.5毫米时,其表面粗糙度不低于400号。B、圆管外径大于63.5毫米时,其表面粗糙度不低于320号。C、方形管和矩形管的表面粗糙度不低于320号。