





无需繁琐的文字描述,观看我们的视频,让数控等离子切割机激光切割机3000w品质卓越产品一览无余!
以下是:数控等离子切割机激光切割机3000w品质卓越的图文介绍

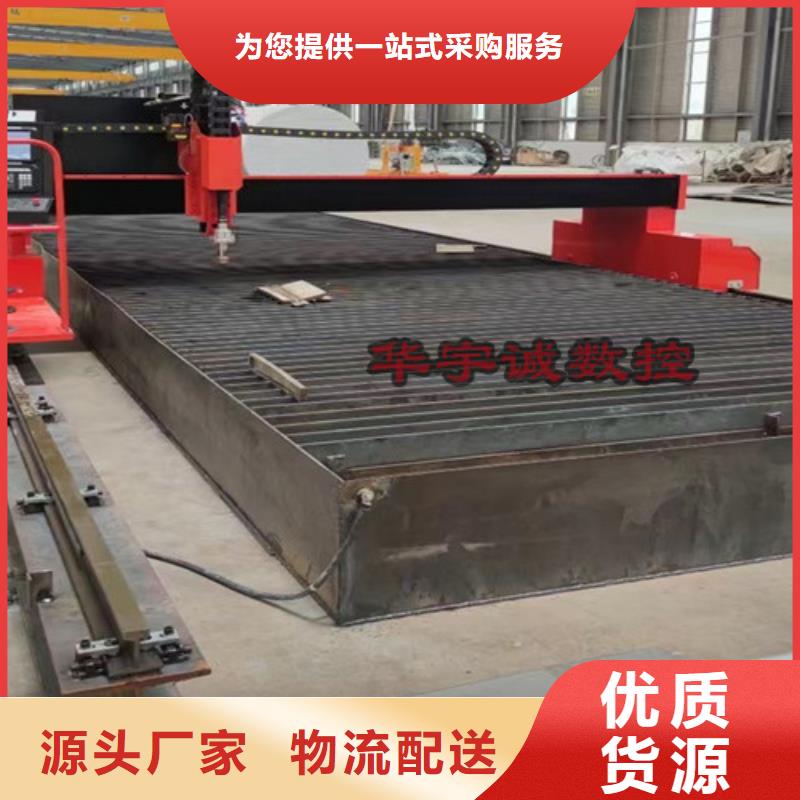
数控等离子切割机定位功能介绍数控等离子切割机相比传统的手工切割而言,其的好处即在于能实现电脑多方位的全自动化操作,而为了保障全程切割的精准性,一定要保证切割轨迹的定位与控制,那么数控等离子切割机是如何实现切割定位的呢?首先,数控等离子切割机是根据事先设定好的轨迹行走进行切割的,为了预知切割图形是否存在误差,可以使用数控等离子切割机划线装置掌握。划线装置是数控等离子切割机中的一个重要功能部件,其主要作用是在钢板表面标记工艺线、图形和件号。工作原理是将高目锌粉通过高温火焰熔化后喷于钢板表面,形成均匀清晰的锌粉线条,这些线条具有一定的耐蚀性和耐磨性。用户可根据加工需要使用,下面武汉耐霸就将就划线装置的作用及特点做如下归纳:1.适用于自动设备和执行各种复杂图形的划线要求2.喷粉划线工作速度0.3~30m/min3.线条宽度0.6~1.2mm,附着厚度0.05~0.20mm4.线条色彩:兰色和白色5.能源输入:氧气4bar,燃气(乙炔、丙烷)0.5bar6.电源:AC24V ,50W7.重量:约4.5kg(含喷粉枪外围件)通过使用喷粉划线枪的作用,可以及时的在切割工件上表面标记工艺线、图形和件号,在未切割工件的前期可以及时调整所绘图形,及时修改,以达到在图形尺寸画错等客观因素情况的影响下误切工件,有效的避免浪费钢材和返工,避免影响生产及效率。数控等离子切割机的切割精度问题一直是让很多企业在选择购买之前很是关心,传统的手工切割加工凭借操作者的经验来控制切割精度,而采用划线装置的数控等离子切割机在其切割精度上可控制在±0.5mm范围内。


数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)



华宇诚数控科技有限公司是专门从事 安徽六安光纤激光切割机排名的生产厂家,加强品质的管理是提高产品市场占有率的前条件,我们不断以系统、正规化的品质管理体系作为坚强的后盾,使企业实力向更高目标迈进。因而,我们严格贯彻ISO9001质量管理体系,即加强了企业的综合实力,又对塑立统一的企业形象起到了举足轻重的作用。
凝聚精神,体现品质内涵!
我们坚持“和谐、谦学、务实、创新”的企业使命,改变一切不适应市场发展趋势的经营观念与行为习惯,进一步激发团队的激情与组织的活力,充分发挥我们的创新能力,不断超越自我,创造一种蓬勃发展的动力之源,以快速自身的整体竞争力。
我们相信:在“合作发展、共同提高”的基础上,我们全体员工将以饱满的工作热情、创新的工作思维和务实的工作做法,团结一致,奋勇拼搏一定能够在经济舞台上达到既定目标,并与所有的合作伙伴共同发展。


在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!



