


无需长篇大论,观看直缝管,合金钢管源头厂家来图定制视频,让你瞬间爱上我们的产品。
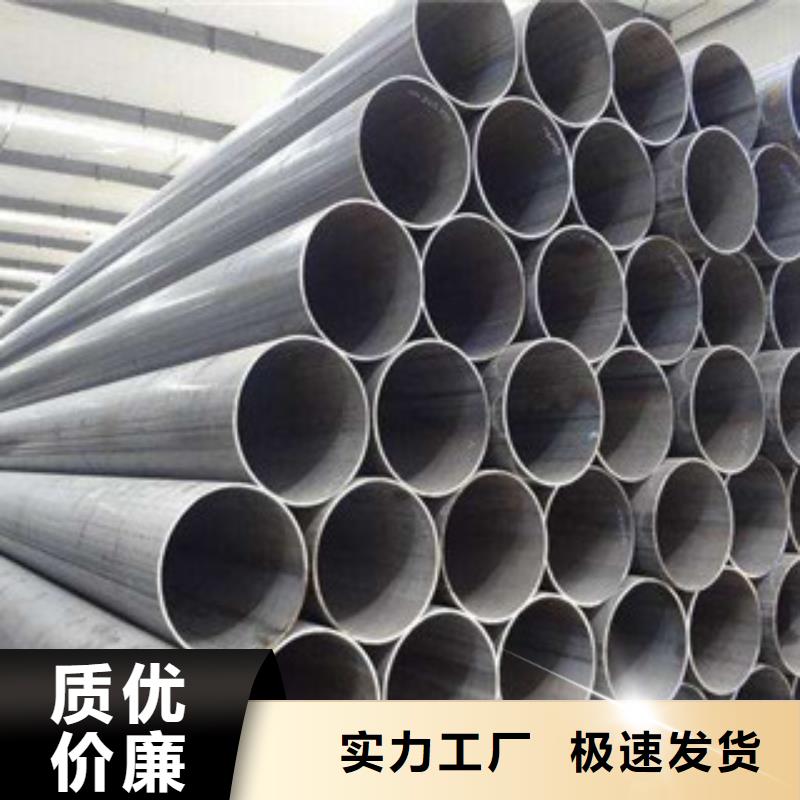
以下是:直缝管,合金钢管源头厂家来图定制的图文介绍
数十年来,钢兴钢管 有限公司始终引导 江西吉安45#大小口径厚薄壁制造品质,并持续沉淀,创立数字化,自动化,模具化的工艺标准,各主要 江西吉安45#大小口径厚薄壁部件已实现专业化、 规模化生产,绝大多数 江西吉安45#大小口径厚薄壁产品可以满足客户短时间交货的需要。


ERW管在国内发展很快。高频电阻焊直缝钢管要强化几何无缝化(刮去内、外毛刺)和物理无缝化(焊缝和热影响区的应力及改善物理性能)工艺优势,使焊缝包括热影响区达到或接近母材的性能,从而赶上无缝管的水平。这就拓宽了高频电阻焊直缝钢管的使用范围。例如:全世界一年消耗石油套管约800万t,其中一半是高频电阻焊直缝钢管。国外海洋用管、极地管线也是用高频电阻焊直缝钢管。欧洲锅炉管乃至一部分高压锅炉管也用高频电阻焊直缝钢管。在国外,城市中小口径燃气管线、中小口径油气管线 ERW管。此外,汽车管、机械管、网架结构管(圆、方矩形管)大量使用ERW管。这是由于ERW管尺寸精度高,并且与无缝管强度相同时,塑性、韧性更优良。国内高频电阻焊直缝钢管应当向高质量、高附加值方向发展。



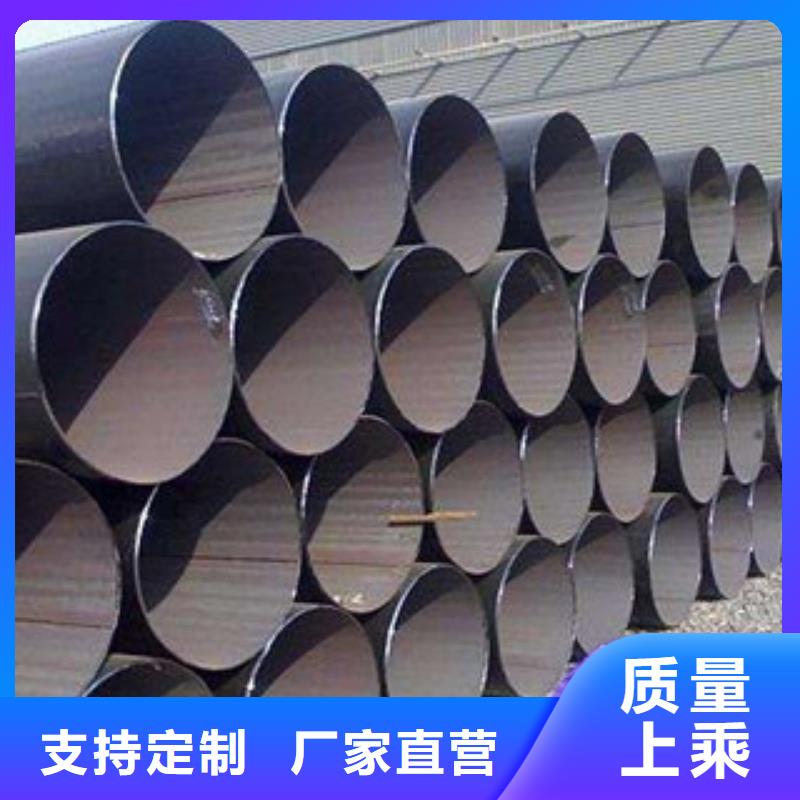
UOE法是生产大直径直缝焊管的主要方法。是以热轧厚钢板为原料,经过刨边、开坡口和预弯边等预处理工序后,依次进入U成型压力机和0成型压力机压制成管筒,经焊接后,对焊接管坯进行扩径的一种工艺。至今世界上已有这种成型焊管机组40多套。UOE制管法的O成型压力机吨位由20世纪50年代的18000t(180MN)发展到现在的60000t(600 MN)。随着压力机吨位的提高,UOE焊管也向大直径、大壁厚和高强度方向发展。我国有数家企业已建成UOE生产线,研制出具有国际先进水平的大直径高钢级的管线用钢管,满足国内管线建设的需要。但是UOE成型设备造价大,设备较多,维护量大。且在圆周方向用1%以下的压缩量制管时,边缘部分容易残留有直线段,得不到良好的管形。


直缝电焊钢管以带钢为原料,通过一组成型机架连续成型为管状,然后用电阻加热或感应加热使带钢边缘部位处于熔融状态,在压力的作用下将接缝焊合而得到钢管。它能生产的产品 为Dmax<660.4mm,Smax<16mm,D/S>100。连续辊式成型是将管坯在具有一定轧辊孔型的多机架轧机上进行连续塑性弯曲而成管筒状,是一种应用广泛、优质的中、小口径电焊管成型方法。自然成型法:自然成型法也叫排辊成型法(CFE),该成型法的特点是在成型过程中,沿纵向在管坯的边缘外侧配置了轧辊群,以控制边缘延伸。同时轧辊群又从外侧来束缚管坯的边缘,将边缘延伸作为压缩变形的形式来吸收,使带钢的成形过程接近于自然弯曲形状的成型法。因此它是一种既能防止边缘延伸,又能吸收边缘延伸的成型法,适用于成型中口径薄壁管(D>400mm)。



