
无需长篇大论,观看PE燃气管,【集束管】0中间商差价视频,让你瞬间爱上我们的产品。
以下是:PE燃气管,【集束管】0中间商差价的图文介绍
恒德塑胶有限公司是一家集工艺研发、设备生产、设备销售于一体的 内蒙古包头七孔集束管研发生产企业。拥有一批具有丰富经验的研发销售团队和一支技术过硬的生产组装团队。主要生产 内蒙古包头七孔集束管。
我们经秉承不断自我完善,以新科技、高标准、高质量来严格管理公司。打破原有 内蒙古包头七孔集束管的技术与功能,从外观到内部配件及所有功能,以完美的设计、优惠的价格、优质的售后服务来实现于用户合作共赢。


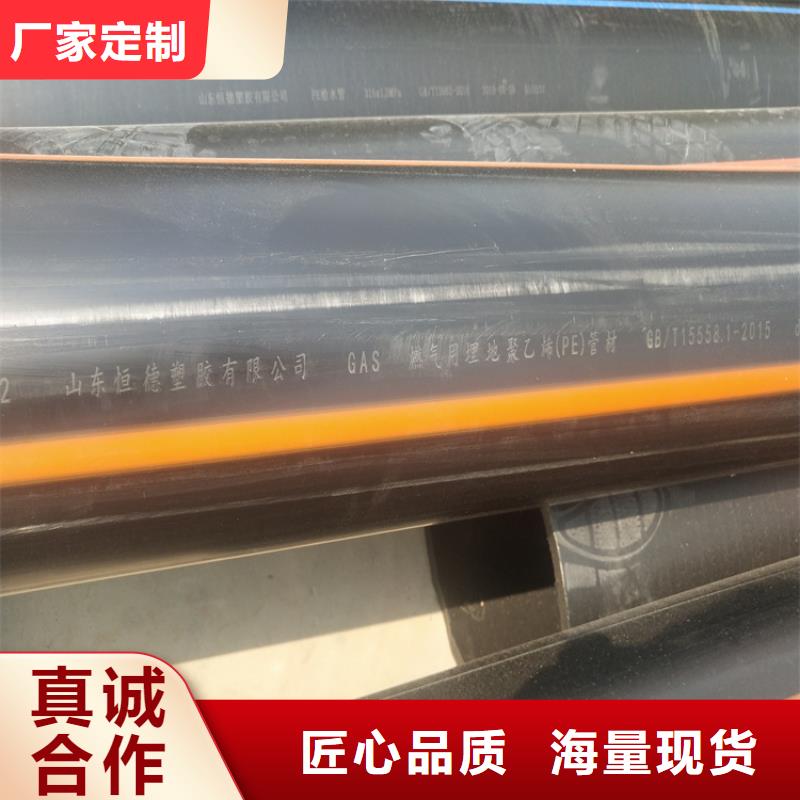
内蒙古包头PE燃气管中国的市政管材市场,塑料管道正在稳步发展,内蒙古包头PE管、PP-R管、UPVC管都占有一席之地,其中PE管强劲的发展势头为令人瞩目。内蒙古包头PE管的使用领域广泛。其中给水管和燃气管是其两个的应用市场。内蒙古包头PE树脂,是由单体乙烯聚合而成,由于在聚合时因压力、温度等聚合反应条件不同,可得出不同密度的树脂,因而又有高密度聚乙烯、中密度聚乙烯和低密度聚乙烯之分。在加工不同类型PE管材时,根据其应用条件的不同,选用相应的树脂牌号,同时对挤出机和模具的要求也有所不同。内蒙古包头PE燃气管执行标准:GB 15558.1-20内蒙古包头PE燃气管HDPE100级燃气管,内蒙古包头PE燃气管HDPE燃气管生产厂家,内蒙古包头PE燃气管HDPE燃气管怎么连接,内蒙古包头PE燃气管HDPE燃气管检测,内蒙古包头PE燃气管HDPE燃气管跟PE给水管有什么区别,内蒙古包头PE燃气管HDPE燃气管图片,内蒙古包头PE燃气管HDPE燃气管施工,内蒙古包头PE燃气管HDPE燃气管能不能拉管,内蒙古包头PE燃气管HDPE国标燃气管,内蒙古包头内蒙古包头PE燃气管PE燃气管HDPE燃气管热熔,HDPE燃气管颜色。



内蒙古包头PE燃气管连接1、PE燃气管施工前的技术a施工前应熟悉、掌握施工图;b准备好相应的施工机具;c对操作工人进行上岗培训,培训合格后方可进行施工;d按照标准对管材、管件进行验收.内蒙古包头PE燃气管2、PE燃气管管沟的开挖管沟的开挖必须严格按照设计图纸或工程监理指导的开挖路线及开挖深度进行施工,而且在没有征得相关部门同意的情况下不得擅自进行改动.一般规定,聚乙烯管道埋设的小管顶覆土厚度为:A、埋设在车行道下管顶埋深不得小于0.9米;B、埋设在人行道下或管道支管不得小于0.75米;C、绿化带下或居住区支管不得小于0.6米;内蒙古包头PE燃气管D、在性冻土或季节性冻土地层,管顶埋深应在冰冻线以下.在结实、稳固的沟底,管沟的宽度由施工所需要的操作空间决定,空间大小必须允许能够正常进行管沟底部的正确准备及管沟填埋材料的填埋及夯实等工作,而且还要考虑到管沟开挖费用以及购买填埋材料等费用的经济性.内蒙古包头PE燃气管3、PE燃气管管沟底的准备对于像供水、排污或长距离输送管线的压力系统,除非设计图纸有特殊要求,一般来说,管沟底的水平精度要求并不是很高.而对于重力排水系统,坡度的等级必须达到规定的要求.内蒙古包头PE燃气管如果管沟底部相当平直,而且土壤内基本上没有大的石块,那么就没有必要再进行平整.当然,如果是一个没有受到扰动的管沟底层,那就更好.但如果管沟底已经被扰动或在开挖的过程中必须被扰动,那么其密实度至少应该达到其周围填埋材料的密实度,开挖的管沟底部一般要用直径不超过50mm的没有尖锐棱角的小石头再混和一些沙土和粘土等材料垫平.所有规格的HDPE管道一般都可以适应少量局部的管沟底的不平坦,但如果在回填材料中含有带尖棱的石头或坚硬的页岩,那么就可能会在管道表面产生应力集中区以致损伤管道.对于在页岩及松散的岩石土壤中的开挖,为了避免与松散的岩石接触,必须为HDPE管道提供一个均一的沟床,一般的做法是开控管沟底时应比规定的等级挖深至少150mm,然后用适当的填埋材料回填至规定高度,并夯实到90%或更高的密实度.内蒙古包头PE燃气管4、PE燃气管管沟内管道的敷设在管道被放入管沟之前,首先应该对管道进行检查,在没有发现任何缺陷的情况下,管道才被允许吊入或滚入管沟内.管道通常会在地面预先连接好,有时管道可能会被预先连接成大约150米长的许多管段,贮存在某一个地方,当需要下放及连接时,再被运到安装地点,然后采用热熔连接或机械连接的方式连接这些管段.公称直径小于20mm的管道可以手工拖入管沟内;对所有的大管道、管件、阀门、消防栓及配件,应该采用适当的工具仔细将它们放到管沟内;对于长距离的管道的吊装,采用尼龙绳索.内蒙古包头PE燃气管5、终的管道连接与装配管沟内管道的热熔连接同地面上管道的热熔连接方式相同,但必须保证所连接的管道在连接前必须冷却到土壤的环境温度.与金属管道、水箱或水泵相连时,一般采用法兰连接.对于不便于采用热熔方式连接时,也可采用法兰连接.法兰连接时,螺栓应预先均匀拧紧,待8小时以后,再重新紧固.内蒙古包头PE燃气管6、压力测试压力测试可以在管线回填之前或之后进行,管道应以一定的间隔覆土,尤其对于蛇行管道,压力试验时,应将管道固定在原位.法兰连接部位应暴露以便于检查是否泄漏.压力试验的测试压力不应超过管材压力等级或系统中压力等级的配件的压力等级的1.5倍,开始时,应将压力上升到规定的测试压力值并停留足够的时间保证管子充分膨胀,这一过程需要2-3小时,当系统稳定后,将压力上升到工作压力的1.5倍,稳压1小时,仔细观察压力表,并沿线巡视,如果在测试过程中并无肉眼可见的泄漏或发生明显的压力降,则管道通过压力测试.在压力测试过程中,由于管子的连续膨胀将会导致压力降产生,测试过程中产生一定的压力降是正常的,并不能因此来证明管道系统肯定发生泄漏或破坏.内蒙古包头PE燃气管7、回填与夯实一般情况下,腋角及初回填要求至少要达到90%以上,夯实层应该至少达到距管顶150mm的地方,对于距管道顶部少于300mm的地方应该避免直接捣实.终回填可能会采用原开挖土壤或其它材料,但其中不得含有冻土、结块粘土及直径不得超过200mm的石块.


内蒙古包头PE燃气管连接步骤:材料准备→夹紧→切削→对中→加热→切换→熔融对接→冷却→对接完成。内蒙古包头PE燃气管材料准备:1、将焊机各部件的电源接通。必须使用220V、50Hz的交流电,电压变化在±10%以内,电源应有接地线;同时应保证加热板表面清洁、没有划伤。内蒙古包头PE燃气管2、将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以避免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。按选定的工作模式输入焊接数据:直径;璧厚或SDR值;加热板的温度设定;焊工代号。内蒙古包头PE燃气管加紧:将管道或管件置于平坦位置,放于对接机上,留足10~20mm的切削余量;根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。内蒙古包头PE燃气管3切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。1、将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。2、启动铣刀,闭合夹具,对管子管件的端面进行切削。3、当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,在打开夹具,关闭铣刀的顺序进行。4、取下铣刀,闭合夹具,检查管子两端的间隙(间隙量不得大于0.3mm)。从机架上取下铣刀时,应避免铣刀与端面碰撞,如已发生需要重新铣削;铣削好的端面不要用手摸或被油污等污染。内蒙古包头PE燃气管对中;1、检查管子的同轴度(其错边量为管壁厚的10%)。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。内蒙古包头PE燃气管加热;1、检查加热板的温度是否适宜210℃~230℃,以两端面熔融长度为1~2mm为宜。2、加热板的红指示灯应表现为亮或闪烁。从加热板上的红指示灯次亮起后,在等10min使用,以使整个加热板的温度均匀。3、测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。4、将温度适宜的加热板置于机架上,闭合夹具,并设定系统压力P1。P1=P0+接缝压力5、待管子(管件)间的凸起均匀,且高度达到要求时,将压力降至近似拖动压力,同时按下吸热计时按钮,开始记录吸热时间。P2=P0+吸热压力(吸热压力几乎为零)内蒙古包头PE燃气管切换;1、将加热板拿开,迅速让两热熔端面相粘并加压,为保证熔融对接质量,切换周期越短越好。2、达到吸热时间后,迅速打开机具,取下加热板。取加热板时,应避免与熔融的端面发生碰撞;若已发生,应在已溶化的端面彻底冷却后,重新开始整个熔接过程。内蒙古包头PE燃气管熔融对接:1、使焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以1~2mm为宜。内蒙古包头PE燃气管冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。1、迅速闭合夹具,并在规定的时间内,迅速的将压力调节到P3,同时按下计时器,记录冷却时间。P3=P0+冷却压力夹具闭合后升压时应均匀升压,不能太快,或太慢,应在规定的时间完成;以免形成假焊、虚焊,此压力要保持到焊口完全冷却。内蒙古包头PE燃气管对接完成;达到冷却时间后,将压力降为零,打开夹具,取下焊好的管子(管件),移开对接机,重新准备下一接口连接。卸管前一定要将系统压力降为零;若需移动焊机,应拆下液压导线,并及时做好接头处的防尘工作


