

双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。


(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。



您的需求,是我们创造的动力;您的满意,给予我们好的回报与奖励。为了满足您的需求,我们将不断地完善,致力优良的 辽宁辽阳酸洗钝化无缝管产品及完善的售后服务! “真诚合作”、“务实创新”、“贴心服务”、“发展共赢”是鑫铭万通商贸有限公司的承诺,我们愿与各界朋友携手共进,共创未来。


复合耐磨板由低碳钢板和合金耐磨层两部分组成,合金耐磨层一般为总厚度的1/3~1/2。工作时由基体提供抵抗外力的强度、韧性和塑性等综合性能,由合金耐磨层提供满足指定工况需求的耐磨和耐热性能。
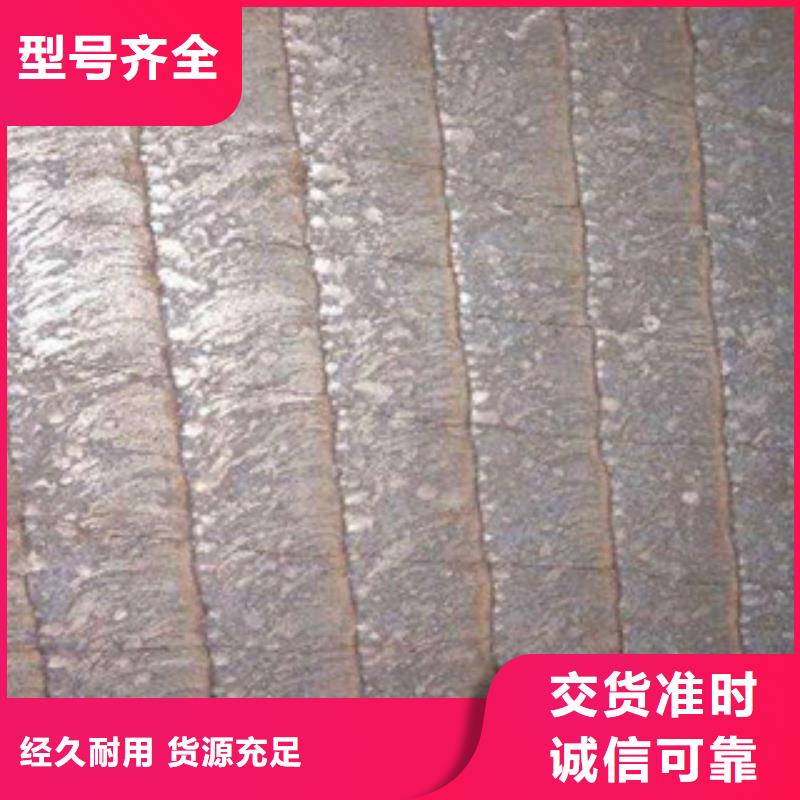
复合耐磨板的合金耐磨层和基板之间是完全冶金结合。通过专用设备,采用自动焊接工艺,将高硬度自保护合金焊丝或合金粉均匀地焊接在基板上,复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是耐磨钢板的显著特点。
合金耐磨层主要以铬合金为主,同时还添加锰、钼、铌、镍、硼等其它合金成份,金相组织中碳化物呈纤维状分布,纤维方向与表面垂直。碳化物显硬度可以达到HV1700-2000以上,表面硬度可达到HRC58-65。合金碳化物在高温下有很强的稳定性,保持较高的硬度,同时还具有很好的抗氧化性能,在500℃以内完全正常使用。


