



想要一睹玻璃鳞片胶泥-渗透结晶防水涂料实力才是硬道理产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:玻璃鳞片胶泥-渗透结晶防水涂料实力才是硬道理的图文介绍


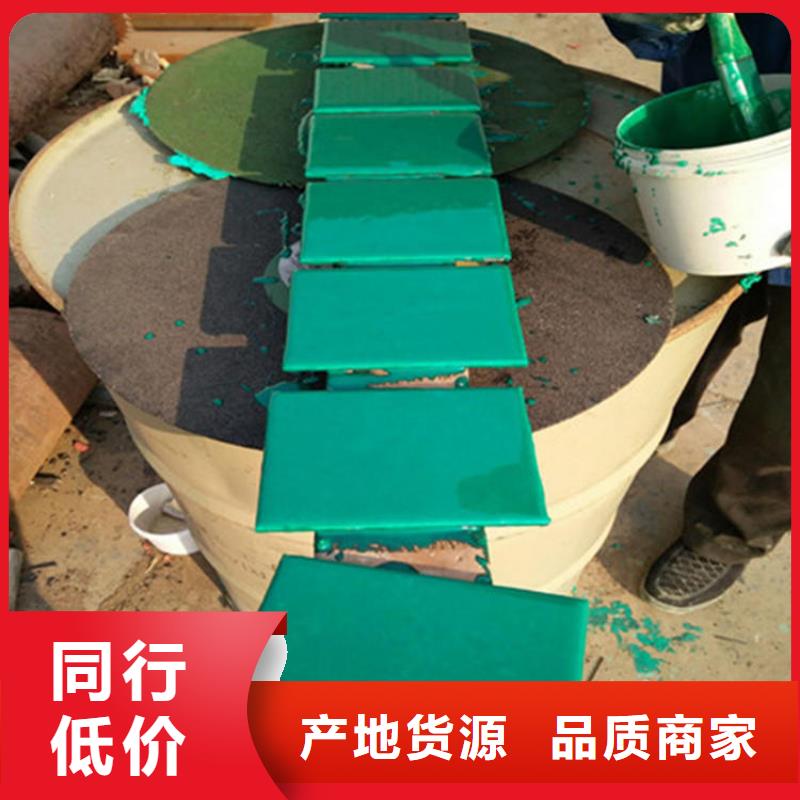
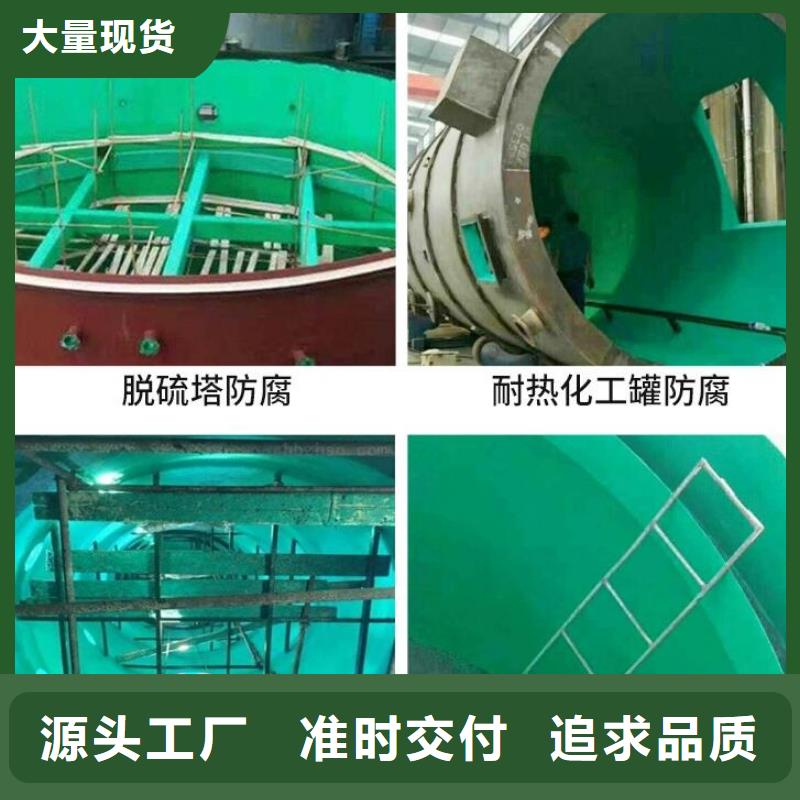
主要组成:该产品是以特种环氧树脂,玻璃鳞片,颜料,助剂和溶剂组成的漆料为二组份;另一组份为特种环氧固化剂的双组份自干涂料。 主要特征:漆膜硬度高; 耐酸,耐碱,耐水性能优异; 干燥性能超群; 高附着力,良好的机械性能。 主要用途:广泛用于冶金,集装箱,各类交通车辆,污水池,混泥土基础面,罐体钢板的防腐。 技术指标: 固体含量,%≥92 干燥时间:表干≤8h,实干≤24h 拉伸强度Mpa Ⅰ型≥3.5 Ⅱ型≥6 断裂延伸率% Ⅰ型≥550 Ⅱ型≥450 不透水性0.3Mpa,30min,不透水 低温弯折性℃≤-3.5 潮湿基面粘结强度Mpa ≥0.5 耐酸性(10%硫酸液,10天):不起皱,不起泡,不脱落 耐碱性(10%氢氧化钠液,10天):不起皱,不起泡,不脱落 施工工艺: 1.基层处理:基层牢固,结实,平整,无尖锐角。 2.配料:根据施工用量,将A,B组份混合,搅拌器必须干燥,清洁。 3.涂抹:将混合料用橡胶或塑料板均匀涂刮,要求厚度一致。厚度一般为1.5-2.5mm,分3-4次涂刷,后次涂刷应在前次涂刷固化成膜后进行。 4.参考用量:每毫米厚的涂膜,涂料使用量约1.3~1.5kg/㎡. 玻璃鳞片胶泥的工作原理详细的解析 对于防腐的原理我们稍作了解就会发现,是由分散,不连续的玻璃鳞片为主要材料所构成,其防腐胶泥的粘稠树脂及相关功能性填料,再经过设备混合而成的原理工艺又被称作“ 玻璃鳞片胶泥”。 它的主要运用于烟气系统的吸收塔,净化烟道和烟气系统的原烟道当中。 对于垃圾焚烧烟道及温度较高,或者是氧化性各种化工介质,鳞片胶泥都是用了它本身的工作原理,如下是详细的解析: 1.树脂玻璃鳞片胶泥具有独特的抗渗透屏障,腐蚀性气体渗透率低; 2.鳞片胶泥的良好的耐水好,能够抵挡住碱部分溶剂及其他一些特殊化学介质性能; 3.本身就有着硬化收缩小与多种基材粘接性强的性能,也说明了容易局部修补; 4.它也具有着高韧性和良好的力学性能,比较适应温度骤变的环境; 5.100交联固化让其表面硬度高,有良好的耐磨蚀性。 玻璃鳞片胶泥根据其原理我们可以对这种屏蔽效果,可以在苛刻的条件下使用防止了气泡的生成,这些重要的效果,都是通过和树脂性质的密切融合,所表现出来的。 措施: 远离热源,火花,明火,热表面。禁止吸烟。保持容器密闭。容器和接收设备接地,连接。使用防爆电器,通风,照明设备。只能使用不产生火花的工具。戴防护手套,防护眼睛,防护面罩。 废弃处置:本品,容器的处置按照当地相关的法律,法规的要求执行。 物流运输温馨提示: 由于涂料和油漆产品属于液体,无法发快递,只能通过物流公司进行配送。我们包邮的产品,仅负责把货品运输到您当地的物流园,需要自提货品。如需要送货到现场地点,产生的额外费用,需在下单时说明。



万雄乙烯基环氧中高温玻璃鳞片胶泥防腐材料有限公司资质齐全、设备先进、技术力量雄厚,检测手段齐全、具有健全稳定的质保体系。长期从事 河北保定渗透结晶防水涂料生产制造。是以设计、制造、安装为一体的现代新型企业,拥有先进的工艺设备和现代生产、办公条件,以及一支专业、诚信、创新、协作、进取的团队。我们的使命是成为z u i具创新的 河北保定渗透结晶防水涂料企业,并在所服务的市场中成为备受推崇的供应商。重诺公司会自始至终保持 河北保定渗透结晶防水涂料产品的高品质,并且不短推陈出新,为新老客户创造更高的价值。 以客户为中心,尽z u i大努力提供、专业化、个性化的服务,实现合作双赢。作为企业,必须聆听及了解客户的需求,继而超越客户的期望。

环氧树脂玻璃鳞片底漆施工方法 脱硫塔本体内部玻璃鳞片防腐,以及部分出口烟道防腐,为此,特编制吸收塔防腐施工方案。 主要涂层结构施工工艺流程 .1脱硫塔防腐普通涂层结构玻璃鳞片施工流程 基体验收→表面净化→喷砂处理→刷涂或滚涂底涂一道→干燥→镘刮胶泥 道→检查修补→镘刮胶泥第二道→检查修补 .2脱硫塔防腐玻璃鳞片FRP增强涂层施工流程 基体验收→表面净化处理→喷砂处理→刷涂或滚涂底涂一道→干燥→镘刮玻璃鳞片胶泥 道→检查修补→镘刮玻璃鳞片胶泥第二道→树脂衬玻纤布一层→干燥→树脂衬玻纤布一层→干燥→面层涂装→终检查(电火花等)→验收 .3脱硫塔防腐耐磨玻璃鳞片涂层施工流程 基体验收→表面净化处理→喷砂处理→刷涂或滚涂底涂一道→干燥—>镘刮玻璃鳞片胶泥 道→检查修补→镘刮玻璃鳞片胶泥第二道→树脂衬玻纤布一层→干燥→耐磨层一道→干燥→树脂衬玻纤布一层→耐磨层第二道→干燥→面层涂装→干燥→终检查(电火花等)→验收 、涂层施工前主要标准要求 .1表面准备5.1.1衬里钢壳的贴衬表面必须平整,结构棱角处必须圆滑过渡,所有需内衬的横向、纵向焊接连续饱满,并同相接表面保持平滑。 1.2对需现场防腐的设备,按钢结构焊接标准的要求进行焊接,并对所有内衬的拐角和边缘进行打磨。 1.3表面上所有焊渣,采用切削的方式, 打磨至平滑。 1.4所有内、外的加固件、吊环、支撑和夹子都应在内衬施工开始前焊接到容器或管道上。临时性的夹子或吊环等在施工前必须去除,并且将该区域打磨平滑。钢壳体完成后,按德不准及图纸要求进行验收并交付防腐工作。设备贴衬表面应达到局部平整,拐角处应圆滑过渡。凸角面圆角半径大于5mm,凹角面应大于10mm.局部(包括焊接缝处)凹凸不平度应小于3mm,且通过打磨后,壳体厚度必须大于设备设计的小厚度。点蚀、裂缝、咬边、划痕、鳞皮等表面缺陷必须打磨,在需要的地方通过焊接加以修补,焊接必须打磨得平整、光滑,并且不能夹有夹渣、气孔。 喷砂施工主要工艺流程 1喷砂施工 1.1砂粒选用粒径0.5-3.0mm干燥、有菱角的矿砂。 1.2喷砂气体为0.5-0.8Mpa清洁、干燥的压缩空气。 1.3喷嘴选用:耐磨喷嘴。 1.4喷砂作业穿喷砂服,工作前检查所有管路完好畅通,才可以进行施工作业。 1.5喷砂顺序为先难后易,喷枪运行方向和工件表面平行,喷枪工作时与工作面呈一定角度。 2喷砂后清洁 2.1喷砂期间用大功率的防爆轴流风机进行通风除尘。 2.2表面和架板的浮灰、砂粒先用压缩空气吹扫清洁。 2.3有油污处用苯乙烯擦干净。 3工作区域气候条件控制:T=10~40C??空气相对湿度(RH)<89%. 各种涂层结构施工规范说明 1常规玻璃鳞片涂层结构(非FRP增强结构)。 1.1底漆施工 1.1.1底漆施工采用滚涂或刷涂,施工过程随时检查,流挂、漏涂等现象,用滚筒或刷子赶压平整或补刷。 1.1.2施工过程中测试湿膜厚度,小于60Um的部位补刷。 1.1.3物料配制: (1)配制比例:漆料:引发剂:促进剂=100:1.5:0.8(重量比)(或根据气候条件调节) (2)配制方法:用搅拌机先把底漆搅拌均匀,再加入引发剂、固化剂混合搅拌1—2分钟; (3)专业配料员配料和记录材料的批号、用量。 1.1.4操作要点: (1)滚涂方式为先由上下左右来回滚动,均布物料。 (2)拐角或者滚筒难以施工的部位刷涂。 (3)湿膜厚度测试每10m2不少于5点,湿膜厚度小于60um部位补涂。 1.1.5工作区域气候条件控制:(符合标准要求) 1.2 层基层鳞片衬里施工 1.2.1施工前的确认事项: (1)湿度高或有结露时必须使用除湿机除湿。 (2)确认刷完底涂后衬里面上是否有粉层或其它异物附着等。如有,必须干净。 1.2.2衬里材料的调和 (1)配制比例:漆料:引发剂:促进剂=100:1.0:0.5(重量比)(或根据气候条件调节) (2)调和后用手持搅拌机进行充分的搅拌。 1.2.3衬里施工要领 (1)使用泥抹子与辊筒进行施工,确保厚度平均且达到预期要求。 (2)用辊筒蘸取少理苯乙烯轻轻滚压涂上的鳞片,调整表面。 (3)确保每层抹的涂层平均湿膜厚度控制在0.4-0.5厘米左右。 1.3 层基层鳞片衬里中间检查 1.3.1外观检查 目视,指触检查确认无鼓泡,伤痕、流挂痕迹、凹凸不平,硬化不良等缺陷。 1.3.2膜厚检查 使用磁石式或电磁式厚度计按2m2测一处,确认衬里厚度。 1.3.3对不合格处的处理 (1)厚度不足处必须补足厚度。 (2)凸部,表面伤痕,流挂痕迹,气泡等处在确保厚度的前提下用砂轮机磨平。 1.4第二层基层鳞片衬里施工(同 层类似) 依次类推,确保每道涂层平均湿膜厚度控制在0.4-0.4 m m左右。 1.5面层施工 1.5.1施工前的确认事项 (1)湿度高或有结露时必须使用除湿机除湿; (2)确认前道基层鳞片的硬化状态。


