


我们的止水铜板生产厂家产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:止水铜板生产厂家的图文介绍


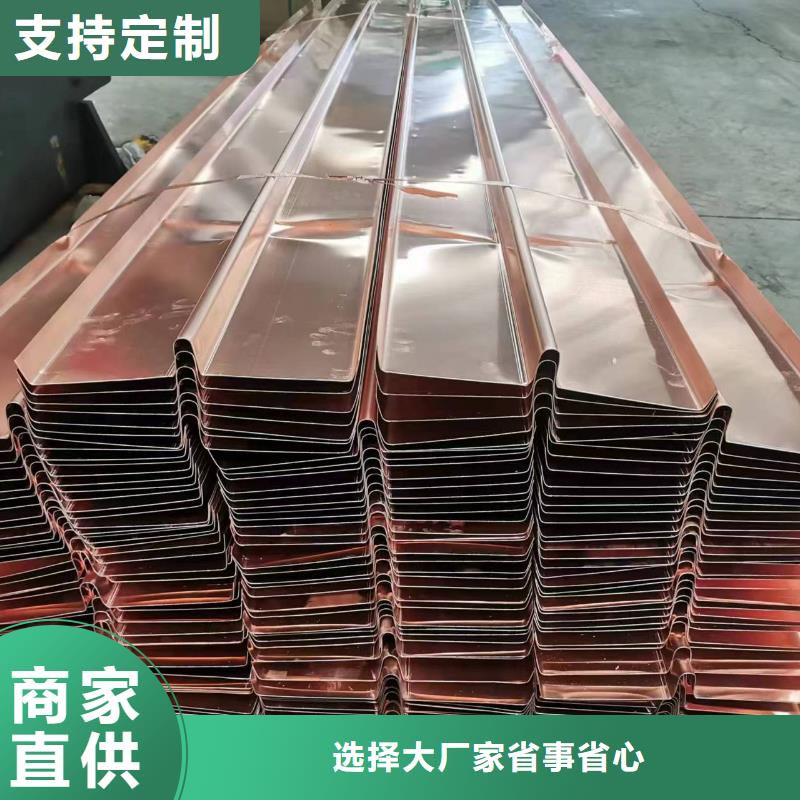
止水铜片接头成型方法及止水铜片的质量控制 止水铜片接头形状分为:甘肃武威止水铜片T型、W型、V型、十字型、Y型、弧型甘肃武威止水铜片、L型、H型、F型,异型等。 制作方法一 焊接成型:先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差。 制作方法二 整体冲压成型:冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的止水铜片成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、可靠、生产效率高、产品质量好等优点。 在施工过程中止水铜片的质量控制程序 对每批铜止水带材料进行试验→外观检查验收→加工验收→止水带连接质量检验→安装→混凝土浇筑过程中看护维护→混凝土浇筑完后外路部分的保护质量。 混凝土单元仓号中的止水铜片接头连接质量要求质检人员每仓必须进行密封性检查验收,监理工程师可适时进行抽查密封性检验。 止水铜片的加固定位装置,必须由监理工程师检查认可后,方可进入下一道施工工序。 混凝土浇筑过程中,为避免大骨料在止水带部位集聚,混凝土卸料点须离止水带1.0m以上。如有骨料集聚,人工及时进行分散,并仔细加强振捣,确保止水带结合处混凝土密实。为防止混凝土骨料集中滚落至止水带部位和防止因混凝土侧压力导致止水挤压移位,须合理安排布料和振捣程序,应在靠有止水带的一侧先布料和平仓振捣混凝土。 同时,在靠止水带部位的混凝土平整高度应稍高,以避让在止水带处混凝土的泌水集中,并对止水带处的泌水须及时进行排除。 根据大坝接缝设置止水铜片的主要意义是止水在水压力、接缝位移、外界环境的作用下,确保接缝不渗(漏)水。为此,止水铜片的型式和材料质量是止水发挥作用的重要保证。 止水铜片表面应光滑平整并有光泽,应加强对其外观凹痕、明疤等缺陷的检查,其表面的锈污、油渍等杂物均应干净。如有砂眼、钉孔应进行补焊;如有撕裂,应采用与翼缘等宽的母体材料进行双面搭接焊,搭接片长度不小于100mm,且四周接触面均须满焊。



金鸿耀工程材料有限公司立足国内市场,实施稳健发展。通过持续创新,不断为客户提供量身订做的 甘肃武威聚丙烯网状纤维方案和满意的服务!


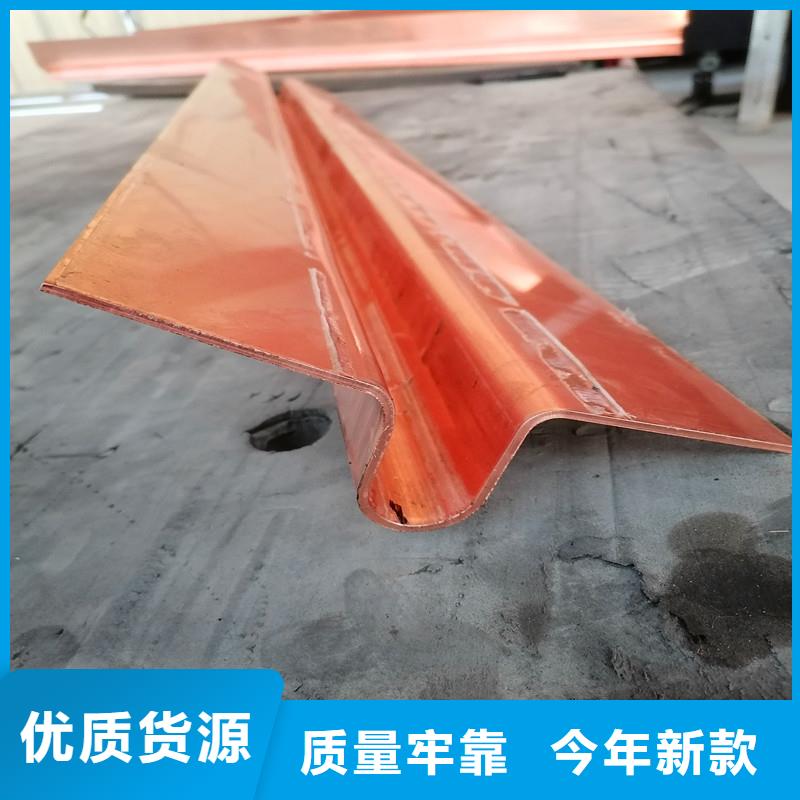
止水铜片一般设计生产、甘肃武威止水铜片加工止水铜板的工厂出售此类商品时,均可免费根据设计图纸成形,那么未成形的止水铜板是否有效呢? 未成形止水铜板在水工建筑止水中有效,只是较成形了的止水铜板在使用项目和使用效果存在一定的差异。未成形止水铜板主要用在项目宽度较小的地方,可以直接采用铜板边沿排水,阻止水进入铜板保护区域,如桥梁。而使用效果的差异,主要是因为成形止水铜板可根据铜鼻子形状安装,更加牢固,且不易产生位移。同时成形后的止水铜板因铜鼻子中填塞沥青麻绳或麻绳沥青,会有效的增加止水铜板的侧向承压能力。 地道止水带作为地道止水的重心,止水带的施工直接关系到整个地道的止水效果。在地道止水施工过程中,止水带的接头不得设在布局转角处,并尽可能不设接头。 止水带埋设方位,其中心空心圆环应与变形缝的中心线重合;止水带定位时,应使其在界面部位坚持平展,防止止水带翻滚、扭结,如发现有扭结不展表象应及时进行调正。在固定止水带和灌筑混凝土过程中应防止止水带偏移,防止单侧缩短,影响止水作用。可选用位钢筋仔细定位。止水带先施工一侧混凝土时,其端头模板应支撑结实,严防漏浆。 地道断面变化处或转角处的阴角应抹成半径不小于50mm的圆弧,以便止水带施工。止水带在地道断面变化处或转角处应做成弧形,橡胶止水带的转角半径不该小于200mm,钢片止水带不该小于300mm,且转角半径应随止水带的宽度增大而相应加大。 不得在止水带上穿孔打洞固定止水带。在固定止水带和灌筑混凝土过程中应注意维护止水带不被钉子、钢筋和石子等刺破。如发现有刺破、分裂表象,应及时修补。宜加强混凝土振捣操控,扫除止水带底部气泡和空地,使止水带和混凝土紧密结合,应注意防止振捣形成止水带偏位或破损。 止水带的长度应依据施工需求事先向生产厂家定制,尽量防止接头。如确应接头,应衔接结实,宜设置在距铺底面不小于300mm的边墙上。依据止水带原料和止水部位可选用不一样的接头办法。橡胶止水带的接头方式应选用搭接或复合接;塑料止水带的接头方式应选用搭接或对接。止水带的搭接宽度不该小于100mm,冷粘或焊接的缝宽不该小于50mm.铜;加入锡即成青铜。



止水铜片的焊接所用的电压、电流、焊速、弧高四者是焊接质量的决定性因素,四者选择恰当,才能有 适当的温度和良好的熔化,甘肃武威止水铜片才能保证止水铜板焊缝与封底的质量要求。 1.电压:焊1.5毫米厚的止水铜片,采用28-35伏。弯边高电压可较大,弯边低电压可较小。 2.电流:采用140-190安培 3.焊速:以每分钟0.8-1米为适。 4.弧高:一般弧高8-10毫米,起焊在100毫米范围,收焊时,速度更快些,避免穿孔。 对紫铜止水带施焊时应以熔边的中心线作为焊接中心这样才嫩更好的熔化和封底。