
产品详细介绍
以下是:买27simn绗磨管不要贪图便宜的产品参数
导读 买27simn绗磨管不要贪图便宜_安达液压机械有限公司,固定电话:17706353138,移动电话:17706353138,联系人:高经理,QQ:3573482096,聊城辽河路燕山路交叉口南500米东首发货到湖北省 黄冈市 黄州区、团风县、红安县、罗田县、英山县、浠水县、蕲春县、黄梅县、麻城市、武穴市 发货到 湖北省黄冈市。 湖北省,黄冈市 2022年,黄冈市实现生产总值(GDP)2747.90亿元(现价),按可比价格计算,增长4.9%。
产品视频展示,助您洞悉买27simn绗磨管不要贪图便宜产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:买27simn绗磨管不要贪图便宜的图文介绍

安达液压机械有限公司专注于 湖北黄冈不锈钢油缸管行业,总部位于湖北黄冈。 致力为客户提供高品质的 湖北黄冈不锈钢油缸管。 秉承“为客户创造更大价值”的使命,通过高品质的 湖北黄冈不锈钢油缸管产品,已经赢得河南、湖北、湖南、安徽、重庆等十余个省市客户的盛誉。


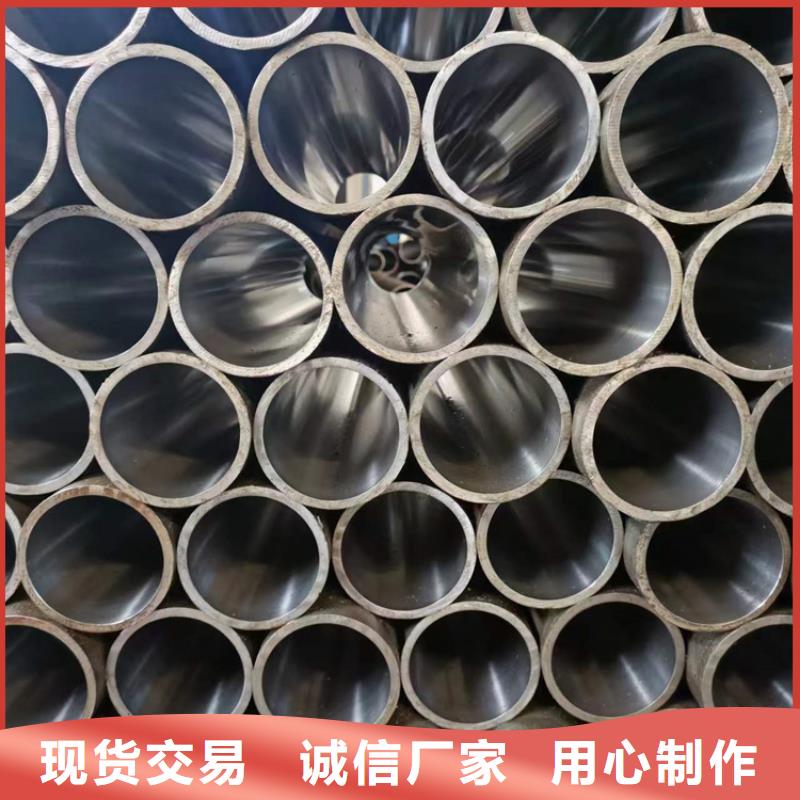
湖北黄冈珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍1、 结构分析:1、 φ50mm×770mm本身的圆度公差为0.005mm。2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。2、 技术要求分析:1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度和珩磨管



湖北黄冈企业旺旺珩磨管绗磨管油缸管为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。



湖北黄冈珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管
总结 今年在湖北省黄冈市购买买27simn绗磨管不要贪图便宜有了新选择,安达液压机械有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的买27simn绗磨管不要贪图便宜产品。如需购买或咨询,请随时联系我们,联系人:高经理-17706353138,QQ:3573482096,地址:辽河路燕山路交叉口南500米东首。