

不要犹豫,花一分钟时间观看我们的316l不锈钢和304哪个食用级别好压力容器专用304不锈钢管产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
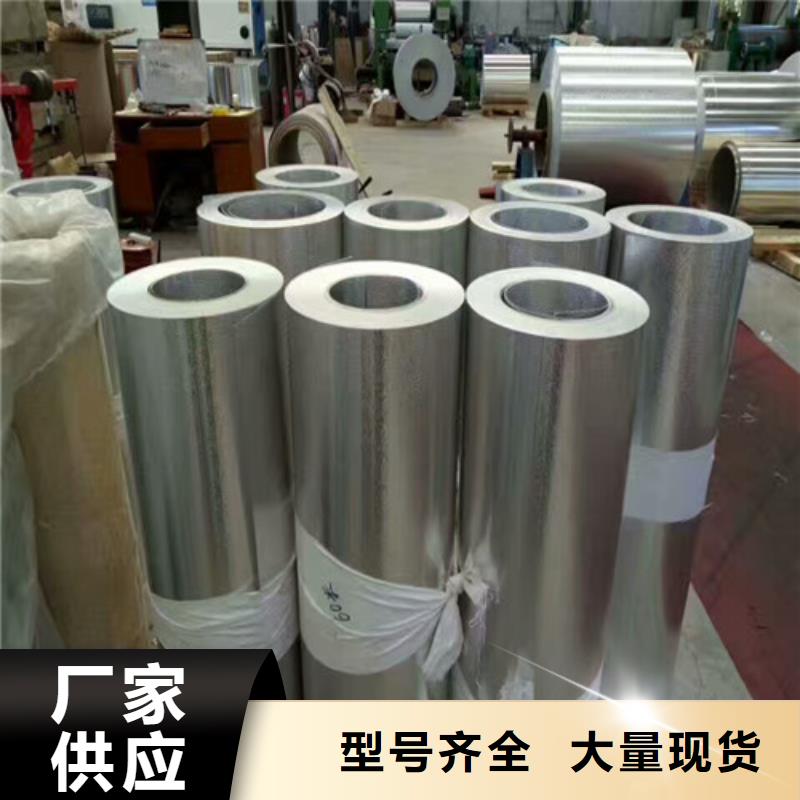
以下是:316l不锈钢和304哪个食用级别好压力容器专用304不锈钢管的图文介绍

昌盛源金属有限公司科技先进、文明、勇于创新、服务社群、信誉至上、精益求精为经营方针,热忱欢迎社会各界新老用户选用我公司的【河南商丘不锈钢花纹板】产品。 我们以优良的品质,崇高的信誉和无微不至的服务赢得众多赞誉。今天,我们继续秉承这一优良传统,并不断发扬光大。在未来的岁月里,我们将以诚恳的态度接受各界友人和广大客户提出的宝贵建议,以感谢万千的热情,衷心感谢社会各界给予的支持和厚爱。


河南商丘不锈钢板的保养技巧 1、在使用不锈钢板时,如有焊屑、水泥、油污、白灰、腻子、沙灰等附于产品表面要及时清理,否则一定时间之后会引起生锈或发霉。 2、由于各地区水质的不同,或者从镀锌管排出的含铁元素的水质如果长时间留于不锈钢产品表面存在水渍,不及时清理会容易引起浮锈。 3、新装修的房子中带矿物资或酸、碱性的粉尘飘落于产品表面一旦没有及时清理如遇上潮湿也会容易引起浮锈。 4、生铁等物品如长时间接触到不锈钢的表面,也会引起浮锈、发霉或变色。 5、化学剂、清洁剂、油漆、酱汁、油污、农药等化学品长时间残留于不锈钢产品表面时,易于引起发霉或锈蚀。 6、在加工和安装不锈钢产品时,要格外小心,防止不锈钢表面被锋边划伤。



河南商丘不锈钢板在焊接过程中的注意事项 1.采用垂直外特征的电源,直流时采用正极性(焊丝接负极)。 2.一般适合于6mm以下薄钢管的焊接,具有焊缝成型美不雅,焊接变形量小的特点。 3.庇护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。 4.钨极从气体喷嘴凸起的长度,以4~5mm为佳,,在角焊等掩蔽性差的处所是2~3mm,在开槽深的处所是5~6mm,喷嘴至工作的距离一般不跨越5mm。 5.为防止焊接气孔之呈现,焊接部位若有铁锈、油污等务必清理清洁。 6.焊接电弧长度,焊接通俗钢时,以2~4mm为佳,而焊接 不锈钢板时,以~3mm为佳,过长则庇护结果欠好。 7.对接打底时,为防止底层焊道的后背被氧化,后背也需要实施气体庇护。 8.为使氩气很好地庇护焊接熔池,和便于施焊操作,钨极中间线与焊接处工件一般应连结80~85°角,填充焊丝与工件概况夹角应尽可能地小,一般为0°摆布。 9.防风与换气。有风的处所,务请采纳挡网的办法,而在室内则应采纳恰当的换气办法。

昌盛源金属有限公司
