



以下的16mn精密钢管信誉为重视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:16mn精密钢管信誉为重的图文介绍
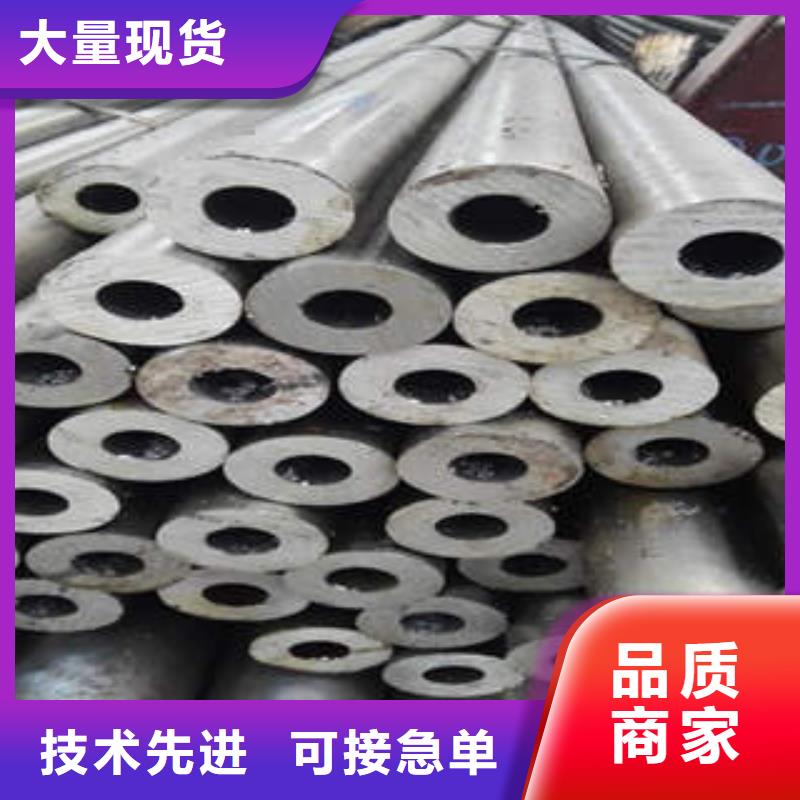
产品特点图

大家都知道钢管要是放着露天久了,或者有什么摩擦,不锈钢表面的氧化层就会损伤,然后在潮湿的空气环境下就会被氧化生锈。所以钢管要尽量放在密封的地方。
但是精密钢管就具备得天独厚的优势,因为它的表面不易被氧化,这主要和组成精密钢管的原材料是分不开的。精密不锈钢管是靠其表面形成的一层极薄而坚固细密的稳定的富铬氧化膜(防护膜),防止氧原子的继续渗入、继续氧化,而获得抗锈蚀的能力。
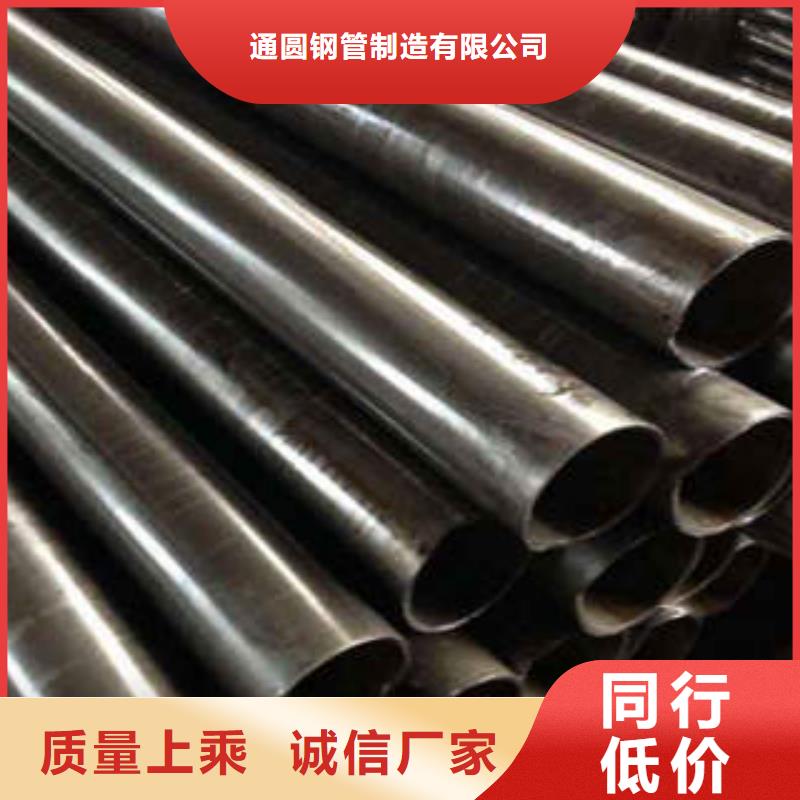
精密钢管优于普通管道材料的地方,便在于这种类型的管道材料拥有更高的精密度,同时,精密钢管在质量和外观方面,也同样具有显著优势,因此这种类型的管道材料即使是在一些比较特殊的领域中,同样也有广泛的使用,内壁无氧化层是这种管道材料的一个 特点,不但能承受高压,不担心泄漏的问题,同时这类型管道材料的精密度和光洁度也是非常不错的,即使是在冷弯的状态下,也不会担心变形,所以,这类型的管道材料才会被市场所认可。
但是精密钢管就具备得天独厚的优势,因为它的表面不易被氧化,这主要和组成精密钢管的原材料是分不开的。精密不锈钢管是靠其表面形成的一层极薄而坚固细密的稳定的富铬氧化膜(防护膜),防止氧原子的继续渗入、继续氧化,而获得抗锈蚀的能力。
精密钢管优于普通管道材料的地方,便在于这种类型的管道材料拥有更高的精密度,同时,精密钢管在质量和外观方面,也同样具有显著优势,因此这种类型的管道材料即使是在一些比较特殊的领域中,同样也有广泛的使用,内壁无氧化层是这种管道材料的一个 特点,不但能承受高压,不担心泄漏的问题,同时这类型管道材料的精密度和光洁度也是非常不错的,即使是在冷弯的状态下,也不会担心变形,所以,这类型的管道材料才会被市场所认可。

适用范围




为什么选择我们
真空淬火
真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达 已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。
真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达 已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。