

精心打磨的产品视频已准备就绪,它将带您深入dn100给水球墨铸铁管诚信企业的魅力世界,让您重新发现产品的无限可能。
以下是:dn100给水球墨铸铁管诚信企业的图文介绍


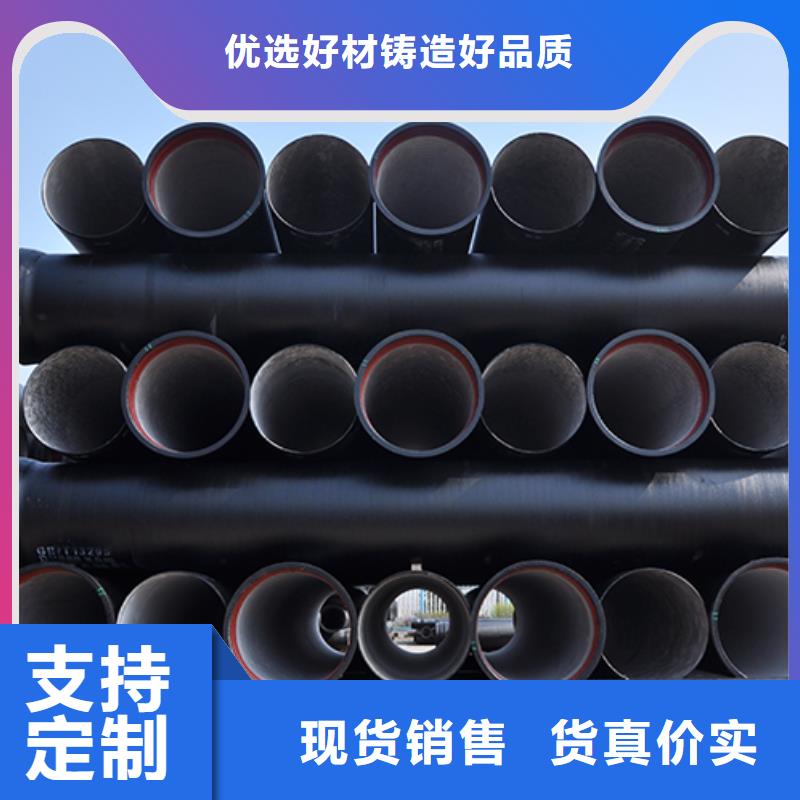
球墨铸铁管的连接,一般采取将其插口一端插入另一管的一端的承口中。承口呈曲面型,其 边缘向垂直方向延伸成法兰,其上有螺栓孔,在承口与插口之间有一个胶圈,另外 有一截面呈L型的压圈,在压圈的一端有螺栓孔,另一端与胶圈接触,通过螺栓孔 将其固定,形成紧密连接。 但是由于所输送的流体,有相当大的速度,压力和冲击 力,因此在管道的转弯处,由于弯管各部分受到的冲击力不同,不同的部位间就形 成压力差,从而使得弯管的接头产生位移或缝隙,甚至脱开。那如何解决这一难题呢? 解决这一球墨管接头脱开 的问题,一般是采用在弯管的附近建造混凝土固定墩的方法。当流 体冲击弯管时,冲击力就通过管子传至与其连接的混凝土固定墩,将冲击力分散而 使得弯管不发生位移,减少产生缝隙和脱开的可能性。 但是,这种方法,建造固定墩,耗材料多,施工难度大,时间长,建成后长期受到冲击,仍能产生缝隙,久而久之,弯管接头处会产生松脱,甚至泄漏。不知现实中是否有企业已经生产采用球墨铸铁管,弯管连接防脱装置。 目的是提供一种防止球墨铸铁管路的弯管产生缝隙,脱开的弯管连接防脱装置,欢迎大家评论区留言讨论。



鑫福兴管业有限公司专营: 甘肃庆阳DN600球墨铸铁管,规格齐全,品质兼优,价格低廉。欢迎广大客户前来洽谈业务!


球墨铸铁管清理工作是怎样进行的:1、清理管口:将承口内的所有杂物擦洗干净;2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内;3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 球墨铸铁管铸造体系的规划需注意什么: 1、消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加渣量; 2、浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位; 3、要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位; 4、浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作; 5、浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形; 6、金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷); 7、浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的铸件; 8、只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。


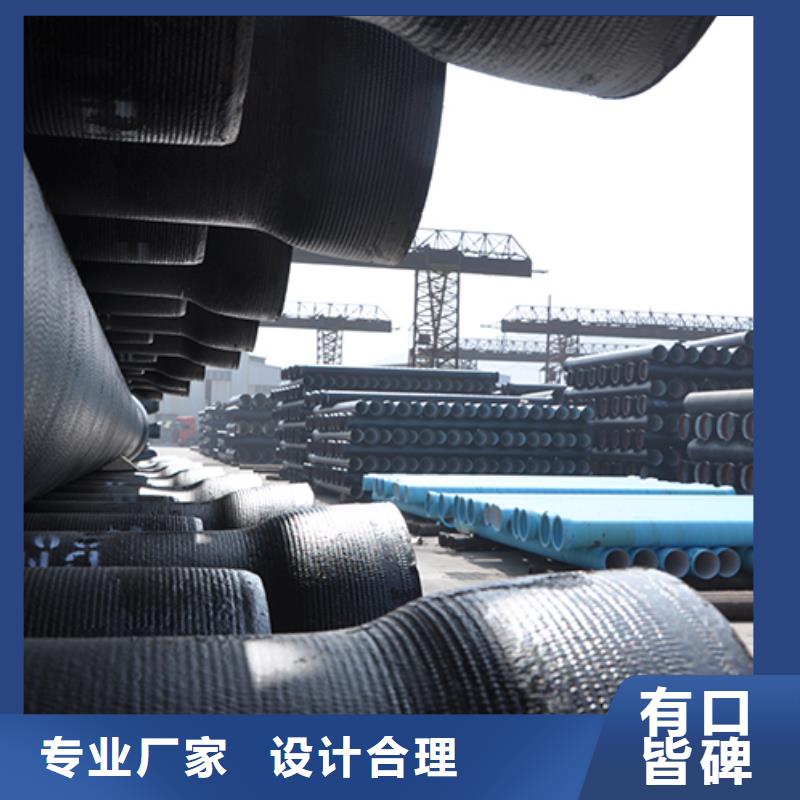
球墨铸铁管是一种以18号以上的铸造铁水为主要材料,再加上球化剂和各种辅助添加剂,然后再利用离心球墨铸铁机铸造出来的铸铁管。严格按照GB/T13295-2013标准以及ISO2531国际标准等,防腐喷锌球墨铸铁管材,在管材外表面有沥青漆或环氧煤沥青涂层,其特征在于,在管子的外表面与沥青漆或环氧煤沥青涂层之间有金属锌或富锌涂料涂层。在球墨管的内壁上喷涂有一层以环氧树脂为主要成份的涂层,涂层中分散有耐磨料石英粉,此铸铁管的耐磨性,耐腐蚀性和剥离强度都极优异。目前我们对卫生水平的要求并通过认可检测部门的检测合格后投入市场,自来水管道的建设都在卫生许可范围之内。离心球墨铸铁管采用优质的低硫、低磷生铁,配用锰、硅等种稀有原料,铁水溶液经过特殊的铸造孕育处理,晶粒组织细化,大大改善了直管的抗拉强度及抗冲性能,高速旋转的离心浇注工艺使产品组织更加致密。


