

想要一睹Q345B无缝钢管理论重量表产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:Q345B无缝钢管理论重量表的图文介绍
杰达通钢管有限公司公司拥有一支质素过硬的专业队伍。公司致力于 山东济宁外径385厚皮管系列产品的生产、销售。我公司遵照服务大众的理念,奉行“尊重顾客,信守承诺铸品牌;持续发展,超值服务保双赢”的质量方针,竭诚为广大客户提供及时、优质、的技术和产品服务。

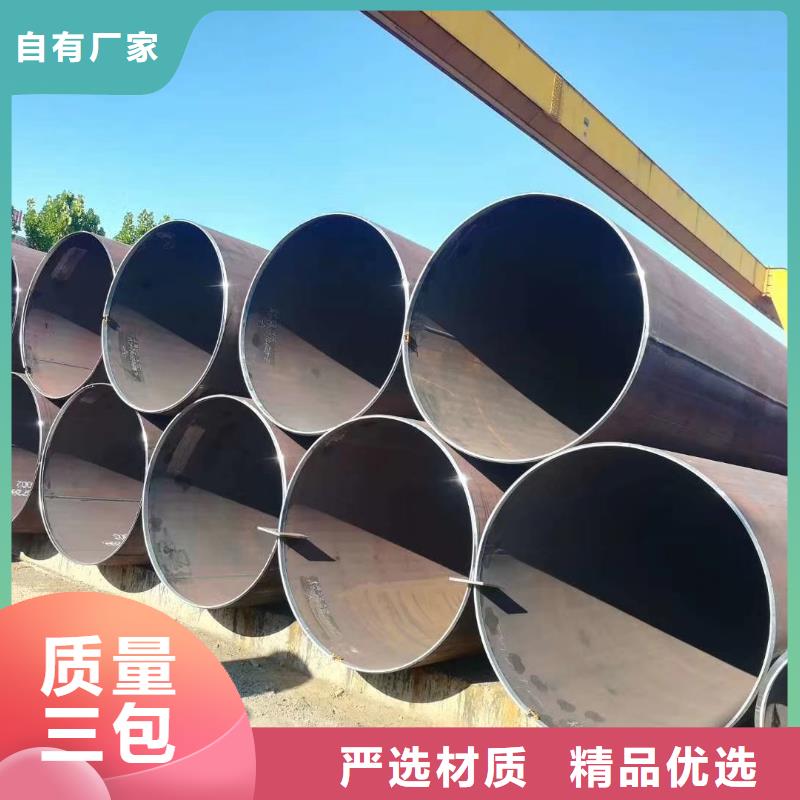
山东济宁无缝钢管(GB/T18984-2003)是用于-45℃~-195℃级低温压力容器管道以及低温热交换器管道用无缝钢管一般用无缝管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等。合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。 一般用无缝管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货。 冷轧以热以热处理状态交货。低中压锅炉用无缝管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝管。主要用10、20号钢制造。 除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。无缝管理论计算公式: (外径–壁厚 )×壁厚 ×0.02466= 无缝管每米的重量/公斤。

山东济宁无缝钢管现如今应用的行业真的是很普遍的,比如在建造层面,运送层面这些,往往山东济宁无缝钢管可以那样被许多的应用,一定是有钢管本身的优点及其优势。相比以前应用的那类一般钢管,山东济宁无缝钢管选用了一系列的新科技的生产技术,随后才拥有山东济宁无缝钢管扎实的品质。 山东济宁无缝钢管现如今应用的行业真的是很普遍的,比如在建造层面,运送层面这些,往往山东济宁无缝钢管可以那样被许多的应用,一定是有钢管本身的优点及其优势。相比以前应用的那类一般钢管,山东济宁无缝钢管选用了一系列的新科技的生产技术,随后才拥有山东济宁无缝钢管扎实的品质。 针对焊管大家都很了解。今日给大伙儿详细介绍山东济宁无缝钢管和焊管的差别究竟在哪? 首先:关键的便是她们的成形加工工艺不一样。一般的钢管,例如自来水水管,一般是根据将平板才经钣金折弯后电焊焊接起來的,这类加工工艺非常简单不光滑,制成品生产加工后能够在上面发觉一条焊接。而山东济宁无缝钢管一般是将熔融状态的铁水根据环状双缝库存积压出去后再经过拉申等工艺处理成形,在这类加工工艺下就沒有焊接。 在特性上,山东济宁无缝钢管在承受压力工作能力上较一般钢管有挺大,因此常常被用以髙压机器设备应用。如液压机械的管道联接等。而一般钢管的焊接位置是其薄弱点,焊接品质也是危害其总体特性的关键要素。


山东济宁杰达通无缝钢管您介绍无缝钢管热冲压成型工艺。该工艺的目的在于将无缝钢管加热到合适的温度,使耐磨管完全马氏体化,并具有优良的塑性变形。用于加热的机械设备是专用的连续热处理炉。加热到加工硬化温度以上后,表层很容易在空气中氧化形成氧化皮,对后续生产加工造成不良破坏。为了更好地防止或减少耐磨管在热处理炉内的空气氧化,一般在热处理炉内设置稀有气体保护系统,或对管材进行表面抗氧化处理是指将加热后的无缝钢管从热处理炉中取出,放入热成型模具中。
在这个过程中,需要保证耐磨管尽快迁移到模具中。一方面是为了更好地避免无缝钢管在高温下空气氧化,另一方面是为了更好地保证耐磨性。管材在成型时仍处于较高的温度,具有优良的塑性变形。冲压模具及热处理:耐磨管入模后,应立即在无缝钢管上成型冲压模具,以免温度下降过大影响耐磨管的成型特性。成型后模壳应合模并保持一段时间的压力。一方面是为了更好地控制零件的外观。身体的身体,产生优良的规格精度和物理性能。 研究表明,现阶段普通热冲压模具不锈钢薄板完成马氏体向奥氏体转变的 冷却速度为27~30℃/s,因此需要保证模具的冷却速度外壳到管材超过这个临界点。后处理:成型的零件从模具中取出后,必须进行一些后处理,如采用酸洗钝化或喷丸去除零件表面的氧化皮,并对零件进行修整修整。由于热金属冲压件的抗压强度太高,不能用传统的修边和冲孔方法进行加工,而必须用激光设备进行。
在这个过程中,需要保证耐磨管尽快迁移到模具中。一方面是为了更好地避免无缝钢管在高温下空气氧化,另一方面是为了更好地保证耐磨性。管材在成型时仍处于较高的温度,具有优良的塑性变形。冲压模具及热处理:耐磨管入模后,应立即在无缝钢管上成型冲压模具,以免温度下降过大影响耐磨管的成型特性。成型后模壳应合模并保持一段时间的压力。一方面是为了更好地控制零件的外观。身体的身体,产生优良的规格精度和物理性能。 研究表明,现阶段普通热冲压模具不锈钢薄板完成马氏体向奥氏体转变的 冷却速度为27~30℃/s,因此需要保证模具的冷却速度外壳到管材超过这个临界点。后处理:成型的零件从模具中取出后,必须进行一些后处理,如采用酸洗钝化或喷丸去除零件表面的氧化皮,并对零件进行修整修整。由于热金属冲压件的抗压强度太高,不能用传统的修边和冲孔方法进行加工,而必须用激光设备进行。


