
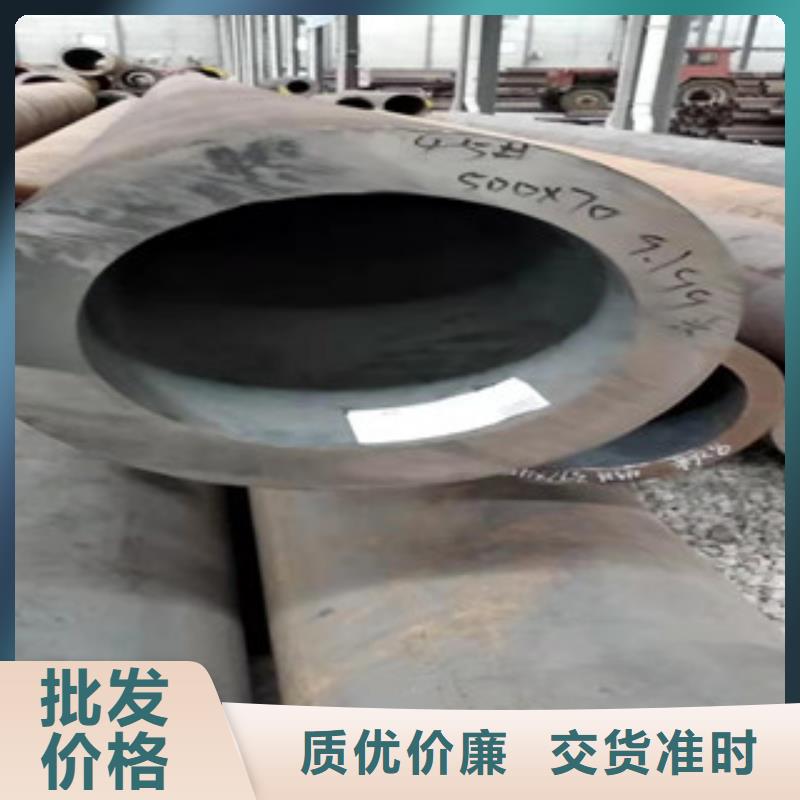


文字描述虽好,但视频更能直观展示40cr后壁无缝钢管了解更多实体厂家大量现货产品的每一处细节。
以下是:40cr后壁无缝钢管了解更多实体厂家大量现货的图文介绍

新策钢管有限公司研制的 广东惠州液压油缸管厂家,获得了广大客户的认同及赞 誉。 广东惠州液压油缸管厂家产品的研发创新是企业发展的核心动力,专业研发人员对产品的设计以为已任。
本公司的宗旨是:以诚信、求实、创新的精神,以科技为先导,靠质量兴企业,坚持以人为本,客户为中心,追求质量,服务真诚的企业理念。
新策钢管有限公司真诚欢迎国内外朋友来我公司共同合作和发展,将公司更好、更新、更高的 广东惠州液压油缸管厂家产品提供给您,给您的企业插上翅膀,让客户满意。


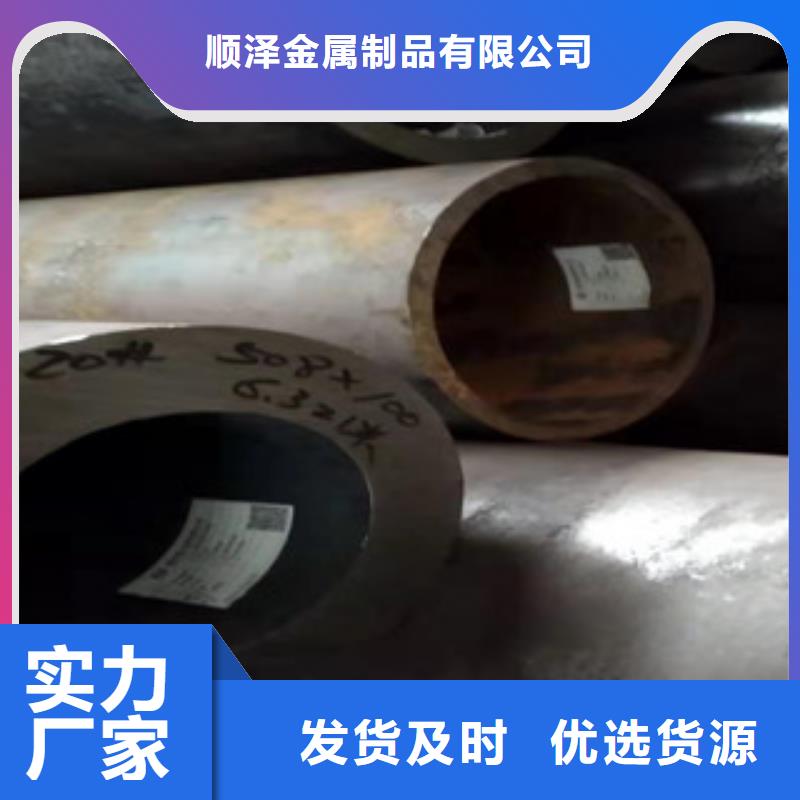
山东顺泽公司总经理携全体员工恭候各地新老客户光临本公司,实地考察、指导工作、增进了解、互惠互利。
40cr无缝钢管定货方便 :0635-8889164 :18663563133
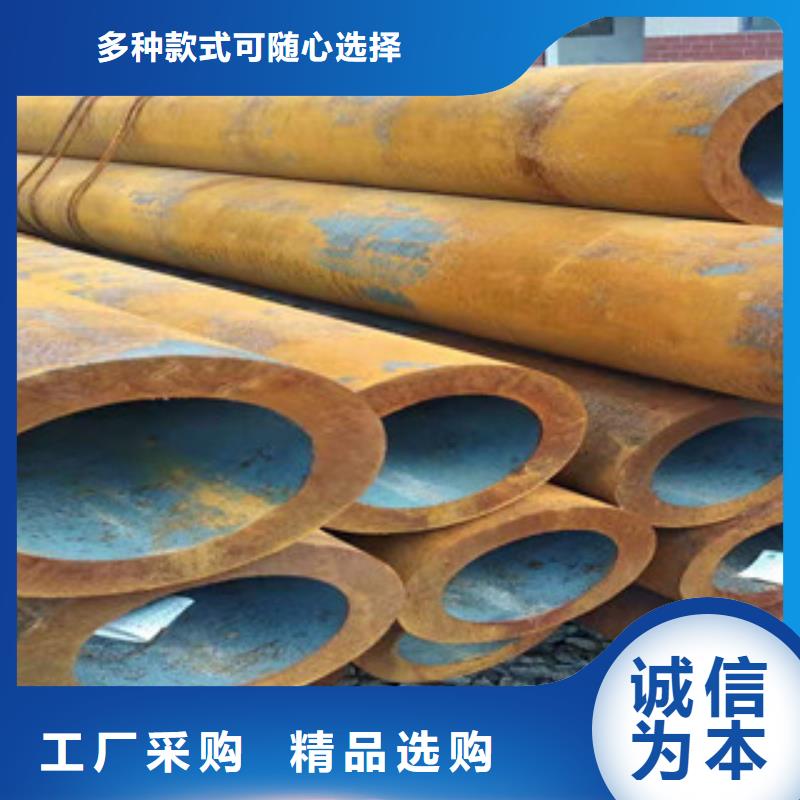
40Cr无缝钢管 219*25 40Cr
40Cr无缝钢管 168*22 40Cr
40Cr无缝钢管 219*30 40Cr
40Cr无缝钢管 42*3.5 40Cr
40Cr无缝钢管 245*20 40Cr
40Cr无缝钢管 159*16 40Cr
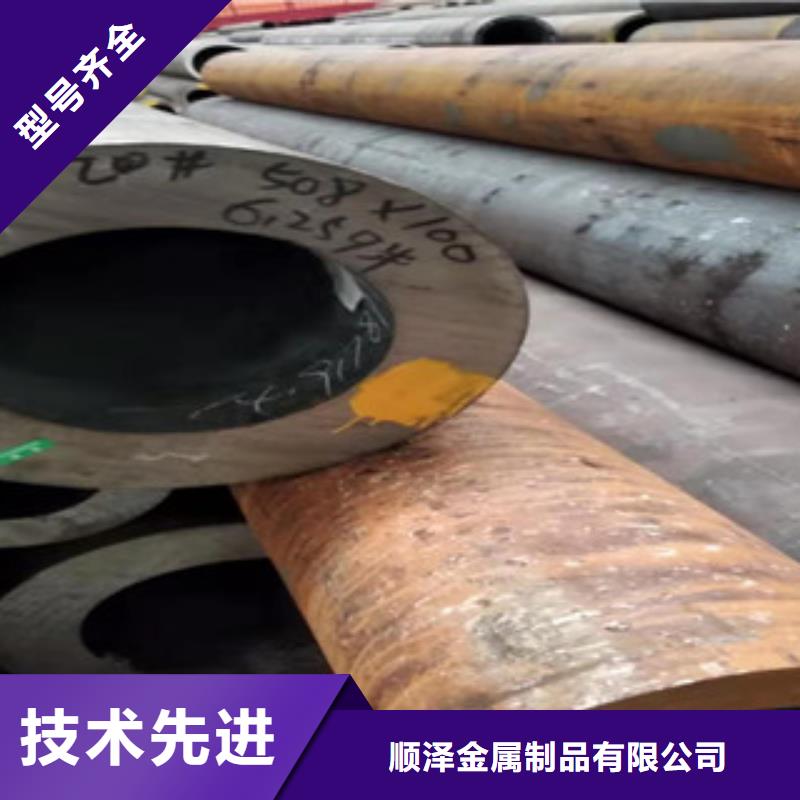
40Cr无缝钢管工艺规范。热加工规范:加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。正火温度850~900°C,出炉空冷。回火温度680~700°C,出炉空冷。淬火、回火规范:预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。



40cr无缝钢管工艺流程
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
合金钢:a.低合金钢(合金元素总含量≤5%)b.中合金钢(合金元素总含量>5~10%)c.高合金钢(合金元素总含量>10%
正火规范:40cr无缝钢管正火温度850-870℃,正火后硬度179-229HBS。
冷压毛胚软化处理规范:温度740~760℃,保温时间4~6h,以50~100℃/h的冷速,随炉降至温度≤600℃,出炉空冷.处理前硬度≤217HBS,处理后硬度≤163HBS。
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
合金钢:a.低合金钢(合金元素总含量≤5%)b.中合金钢(合金元素总含量>5~10%)c.高合金钢(合金元素总含量>10%
正火规范:40cr无缝钢管正火温度850-870℃,正火后硬度179-229HBS。
冷压毛胚软化处理规范:温度740~760℃,保温时间4~6h,以50~100℃/h的冷速,随炉降至温度≤600℃,出炉空冷.处理前硬度≤217HBS,处理后硬度≤163HBS。


