



无需繁琐的文字描述,观看我们的视频,让PE燃气管MPP电力管有口皆碑产品一览无余!
以下是:PE燃气管MPP电力管有口皆碑的图文介绍

PE管、PE管件应根据施工要求选用配套的等径、异径弯头和三通等管件。热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。夹紧PE管材:用干净的布两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时, 能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具, 关闭铣刀的顺序进行。取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。检查PE管的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的 次灯亮起后, 再等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时, 能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具, 关闭铣刀的顺序进行。取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。检查PE管的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的 次灯亮起后, 再等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。


聚乙烯的挠性使PE燃气管可以进行盘卷。用于不开槽施工,PE燃气管道的走向容易依照施工方法的要求进行改变。非裸露的螺旋式电热丝保证了焊接区均匀的热传 导,并有效杜绝了管材插入时发生短路的现象,同时又避免了裸露式电热丝易出现老化腐蚀的缺陷,且管件内壁光滑平整,便于安装。PE燃气管良好的快速裂纹传递抵抗能力。管道的快速开裂是指在管道偶然发生裂 开时,裂纹以几百米/秒的速度增长,瞬间造成几十米甚至上千米管道破裂的大事故。实际使用中尚未发现聚乙烯燃气管的快速裂开。使用寿命长,可达50年以上。
上世纪70年代开始被关注并开发利用,到80年代后沉寂,地热资源利用的道路并不平坦。在优化能源结构,治理大气污染的背景下,地热开发再次被人们所重视。 能源局也提出,到2015年全国地热能供暖面积力争达到5亿平方米,地热发电装机容量达到10万千瓦,地热能年利用量折合标煤2000万吨。地热资源开发利用的新一轮高潮即将到来。地源热泵技术由于利用的是浅层地热,近几年发展很快。截至2013年底,我国地源热泵利用面积已经超过了3亿平方米,位居世界第二。
据地热专家郑克棪介绍,地源热泵主要通过25摄氏度以下的浅层地热用来供暖或制冷。通过压缩机,一千瓦时电可产生3.5倍的热能,效率十分明显。根据现有探明的地热资源分布,地源热泵技术可以在我国很多地区进行推广应用,甚至可以解决南方冬季的供暖问题。“越往地球中心,温度越高,地球表面的热量如果被取走,地心的热量就会逐渐补充过来,因此通过地热供暖的温度是稳定的。”郑克棪解释说。河北雄县在地热供暖方面走在了全国前列。目前,雄县地热集中供暖面积200万平方米以上,占城区集中供暖的85%,覆盖县城80%以上的居民小区;每年可减少二氧化碳排放量12万吨,成功创建了“政府主导、企业参与、统一规划、采灌结合、惠及百姓”的“雄县模式”。
河北省发改委相关负责人也表示,地热能源是一种清洁的新型可再生能源,积极开发利用地热能对缓解河北省传统石化能源消耗压力、治理京津冀大气雾霾有着重要意义。据 能源局在雄县召开的地热开发利用会透露,到“十三五”末,地热有望形成新的产业增长点,中国将打造数十个“无烟城”。 能源局局长吴新雄表示,未来将通过开展地热能资源勘察评价、做好开发利用规划、加快推广利用,创建以地热供暖为主的“无烟城”和地热开发利用示范基地、建立健全地热能开发产业体系等方面加快地热能发展。
上世纪70年代开始被关注并开发利用,到80年代后沉寂,地热资源利用的道路并不平坦。在优化能源结构,治理大气污染的背景下,地热开发再次被人们所重视。 能源局也提出,到2015年全国地热能供暖面积力争达到5亿平方米,地热发电装机容量达到10万千瓦,地热能年利用量折合标煤2000万吨。地热资源开发利用的新一轮高潮即将到来。地源热泵技术由于利用的是浅层地热,近几年发展很快。截至2013年底,我国地源热泵利用面积已经超过了3亿平方米,位居世界第二。
据地热专家郑克棪介绍,地源热泵主要通过25摄氏度以下的浅层地热用来供暖或制冷。通过压缩机,一千瓦时电可产生3.5倍的热能,效率十分明显。根据现有探明的地热资源分布,地源热泵技术可以在我国很多地区进行推广应用,甚至可以解决南方冬季的供暖问题。“越往地球中心,温度越高,地球表面的热量如果被取走,地心的热量就会逐渐补充过来,因此通过地热供暖的温度是稳定的。”郑克棪解释说。河北雄县在地热供暖方面走在了全国前列。目前,雄县地热集中供暖面积200万平方米以上,占城区集中供暖的85%,覆盖县城80%以上的居民小区;每年可减少二氧化碳排放量12万吨,成功创建了“政府主导、企业参与、统一规划、采灌结合、惠及百姓”的“雄县模式”。
河北省发改委相关负责人也表示,地热能源是一种清洁的新型可再生能源,积极开发利用地热能对缓解河北省传统石化能源消耗压力、治理京津冀大气雾霾有着重要意义。据 能源局在雄县召开的地热开发利用会透露,到“十三五”末,地热有望形成新的产业增长点,中国将打造数十个“无烟城”。 能源局局长吴新雄表示,未来将通过开展地热能资源勘察评价、做好开发利用规划、加快推广利用,创建以地热供暖为主的“无烟城”和地热开发利用示范基地、建立健全地热能开发产业体系等方面加快地热能发展。



润星电力管材有限公司是一家专营(山东莱芜) 本地 山东莱芜地埋穿线电缆保护管的大型企业,可根据客户要求尺寸定做。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、优质的产品、低廉的价格、优质的服务
公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。


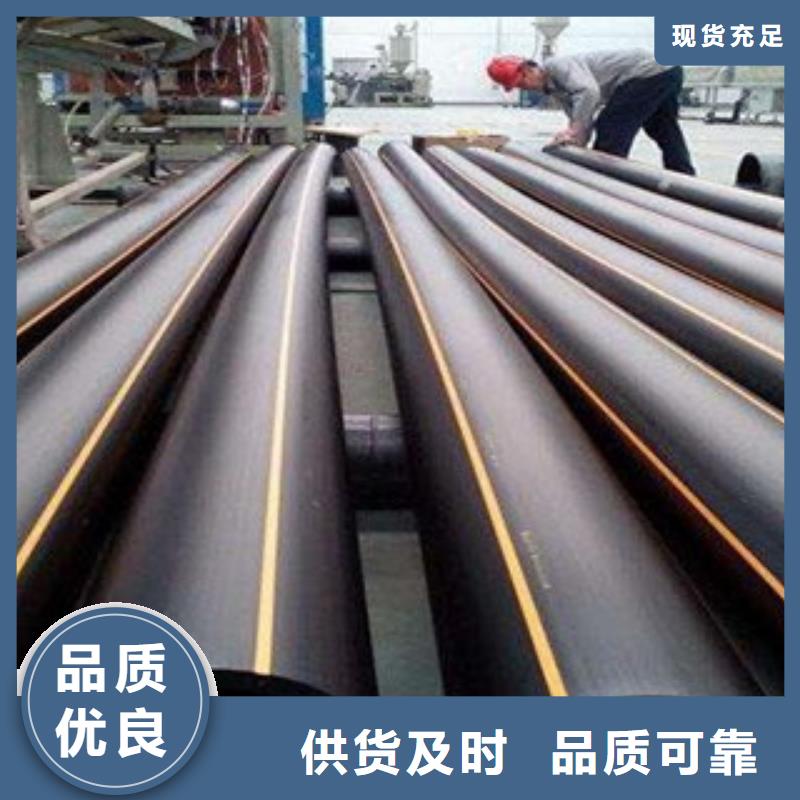
PE燃气管的焊接即PE燃气管对接焊缝,该方法提供了 的可靠性和直径的范围内和压力过程:加热PE燃气管的端部,使用一个工具,称为接触压力和温度定义下的镜像。 PE燃气管的这种特性已得到全国各城市有水表出户工程的自来水公司的认可,成为其改水作业的 产品。同时,挠性和重量轻及具有优良的耐刮痕能力,使之可采用多种可减轻对环境和社会生活的影响且费用经济的安装方法,如免开挖施工技术。端部被迅速接触,并保持在压力下,在冷却过程中。PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家有中密度聚乙烯管和高密度聚乙烯管。PE燃气管根据壁厚分为SDR11和SDR17.6系列。前者适用于输送气态的人工煤气、天然气、液化石油气,后者主要用于输送天然气。
PE燃气管和钢管比较,施工工艺简单,有一定的柔韧性,更主要的是不用作防腐处理,将节省大量的工序。缺点就器械性不如钢管,施工中特别的注意热力供暖的间距,并且不能裸露于空气中阳光下,并且对化学物品敏感,防止污水管道的泄露造成伤害。
以往,我国PE燃气管网建设和运营多被大型国企垄断,PE燃气管行业内部分具备一定实力的民营企业无法分得一杯羹。伴随天然气需求缺口的日益扩大,仅国内大型国企供气远远满足不了市场需求,而天然气运输主要依赖管网,PE燃气管建设与投资输气效率亟待提高。随市场进一步发展,PE燃气管网运输多元化格局将逐步实现,而行业内实力较强,具备产气条件、且有一定市场意识的企业或将成为未来油气管网改革的 批获利者。PE燃气管在应用中存在的缺点和注意点,PE燃气管厂家机械强度较低、容易受到人为的损坏。
PE燃气管厂家管道由于硬度不如钢管,在受到坚硬物的冲击时很容易被打穿孔。为了保护PE管道免遭人为的破坏,在PE燃气管道敷设时,一般在PE燃气管的上方加设红砖和警示带,再就是加强管道的巡查。当燃气PE管先期施工或埋设深度较浅时,在小区其它配套管网施工或道路施工过程中,燃气PE燃气管易被凿通,造成燃气泄漏。为避免类似事情发生,应对已施工的燃气PE加强监护或在其它配套管网后施工,并保证足够埋设深度。PE燃气管对热稳定性较为敏感。PE燃气管在较高温度下其耐压强度会降低;温度过低将导致其变脆。一是 鼓励、支持天然气基础设施相互连接;二是天然气基础设施运营企业不得利用对基础设施的控制排挤其他天然气经营企业,并应与用户强调天然气基础设施服务合同;三是承担天然气储备义务的企业可以单独或者共同建设储气设施储备天然气,也可以委托代为储备。因此,目前PE管一般使用压力在0.1~0.4MPa。
PE燃气管和钢管比较,施工工艺简单,有一定的柔韧性,更主要的是不用作防腐处理,将节省大量的工序。缺点就器械性不如钢管,施工中特别的注意热力供暖的间距,并且不能裸露于空气中阳光下,并且对化学物品敏感,防止污水管道的泄露造成伤害。
以往,我国PE燃气管网建设和运营多被大型国企垄断,PE燃气管行业内部分具备一定实力的民营企业无法分得一杯羹。伴随天然气需求缺口的日益扩大,仅国内大型国企供气远远满足不了市场需求,而天然气运输主要依赖管网,PE燃气管建设与投资输气效率亟待提高。随市场进一步发展,PE燃气管网运输多元化格局将逐步实现,而行业内实力较强,具备产气条件、且有一定市场意识的企业或将成为未来油气管网改革的 批获利者。PE燃气管在应用中存在的缺点和注意点,PE燃气管厂家机械强度较低、容易受到人为的损坏。
PE燃气管厂家管道由于硬度不如钢管,在受到坚硬物的冲击时很容易被打穿孔。为了保护PE管道免遭人为的破坏,在PE燃气管道敷设时,一般在PE燃气管的上方加设红砖和警示带,再就是加强管道的巡查。当燃气PE管先期施工或埋设深度较浅时,在小区其它配套管网施工或道路施工过程中,燃气PE燃气管易被凿通,造成燃气泄漏。为避免类似事情发生,应对已施工的燃气PE加强监护或在其它配套管网后施工,并保证足够埋设深度。PE燃气管对热稳定性较为敏感。PE燃气管在较高温度下其耐压强度会降低;温度过低将导致其变脆。一是 鼓励、支持天然气基础设施相互连接;二是天然气基础设施运营企业不得利用对基础设施的控制排挤其他天然气经营企业,并应与用户强调天然气基础设施服务合同;三是承担天然气储备义务的企业可以单独或者共同建设储气设施储备天然气,也可以委托代为储备。因此,目前PE管一般使用压力在0.1~0.4MPa。


