您的位置>首页 >泸州本地新闻中心 >
冷拔管16Mn精密管每个细节都严格把关
- 更新时间: 2024-11-07 08:31:19 浏览次数:9
- 产品报价: 电议
- 最小起订: 电议
- 供货总量: 电议
- 运费说明: 电议
以下是:冷拔管16Mn精密管每个细节都严格把关的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 精拉 |
|---|
| 可定制 | 是 |
|---|
导读 您是想要在四川省泸州市采购高质量的冷拔管16Mn精密管每个细节都严格把关产品吗?精拉管业有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的冷拔管16Mn精密管每个细节都严格把关产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李涛-15653128796,QQ:279437696,地址:《聊城汇通国际金属物流园A121发货到四川省 泸州市 江阳区、纳溪区、龙马潭区、泸县、合江县、叙永县、古蔺县》。 四川省,泸州市 泸州市,四川省辖地级市,古称“江阳”,别称酒城、江城,位于四川省东南;属亚热带湿润气候区,南部山区立体气候明显;截至2022年12月底,全市辖3个市辖区、4个县,行政区域面积12236.2平方千米;户籍总人口503.82万人。
无需长篇大论,观看冷拔管16Mn精密管每个细节都严格把关视频,让你瞬间爱上我们的产品。
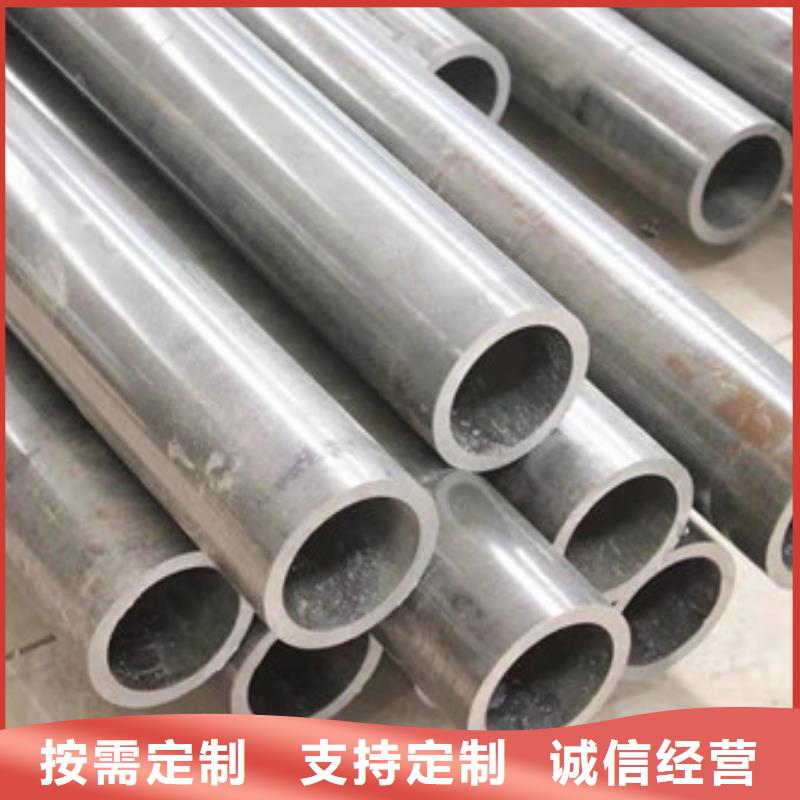
以下是:冷拔管16Mn精密管每个细节都严格把关的图文介绍
精拉管业有限公司是四川泸州较大的生产、加工、销售 四川泸州精拉光亮管为-体的综合性企业。 公司专业生产各种规格、材质 四川泸州精拉光亮管,同时可根据客户图纸要求加工各种规格 四川泸州精拉光亮管,可为客户来料加工。


根据冷拔管产生脆性的回火温度范围,可分为低温回火脆性和高温回火脆性。冷拔管低温回火脆性 合金钢淬火得到马氏体组织后,在250~400℃温度范围回火使钢脆化,其韧性一脆性转化温度明显升高。已脆化的冷拔管不能再用低温回火加热的方法,故又称为%26ldquo;不可逆回火脆性%26rdquo;。它主要发生在合金结构钢和低合金超高强度冷拔管等钢种。已脆化冷拔管的断口是沿晶断口或是沿晶和准解理混合断口。产生低温回火脆性的原因,普遍认为:(1)与渗碳体在低温回火时以薄片状在原奥氏体晶界析出,造成晶界脆化密切相关。(2)杂质元素磷等在原奥氏体晶界偏聚也是造成低温回火脆性原因之一。含磷低于0.005%的高纯冷拔管并不产生低温回火脆性。磷在火加热时发生奥氏体晶界偏聚,淬火后保留下来。磷在原奥氏体晶界偏聚和渗碳体回火时在原奥氏体晶界析出,这两个因素造成沿晶脆断,促成了低温回火脆性的发生。



冷拔管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
冷拔管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产冷拔管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。冷拔管的焊接工艺。


工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。



总结 在四川省泸州市采购冷拔管16Mn精密管每个细节都严格把关请认准精拉管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李涛-15653128796,QQ:279437696,地址:汇通国际金属物流园A121)。