
无需长篇大论,观看更合镇20号油缸管质量好视频,让你瞬间爱上我们的产品。
以下是:更合镇20号油缸管质量好的图文介绍
安达液压机械有限公司地处辽河路燕山路交叉口南500米东首,地理位置优越,此处交通便利,本公司专业生产 广东佛山不锈钢油缸管。 公司的经营战略:树立长期发展和竞争意识,在创造公平竞争环境,鼓励竞争的前提下以客为尊,制定适应客户的市场策略。公司的品质方针:站在客户立场监控产品质量,以客户满意的产品为宗旨。公司的服务宗旨:以诚信为本!为客户提供长期品质稳定的货源及发展上的支持,使客户经营综合效益得到提高,在合作中建立“双赢”的发展目标。公司精神: 重视沟通、协商、合作、不断创新、服务 ,公司有完善的网络销售平台,一批年轻、充满朝气、诚信、务实的销售团队,赢得了海内外客户的信任与支持。


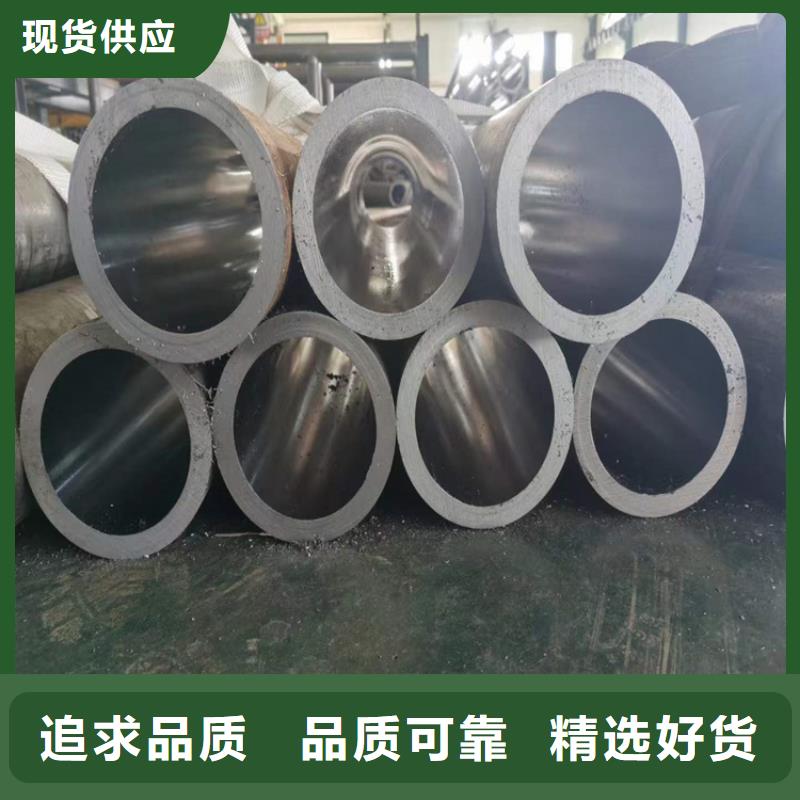
广东佛山企业旺旺珩磨管绗磨管油缸管小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差



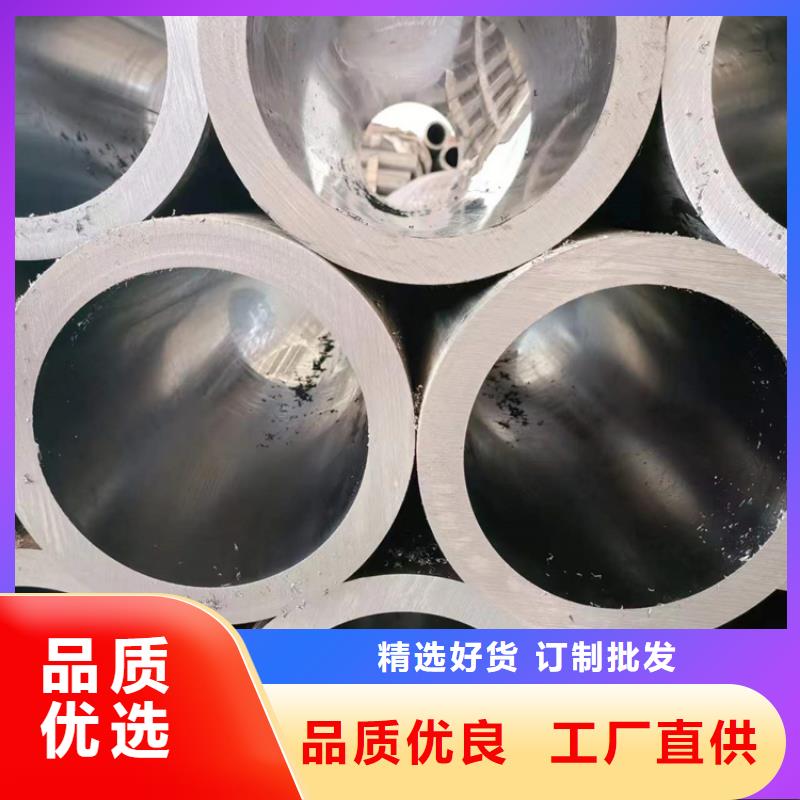
广东佛山企业旺旺珩磨管绗磨管油缸管厚壁油缸管滚压与绗磨那种工艺精密度高 绗磨管厚壁油缸管其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;油缸管要承受很大的液压力,因此,应有足够的强度和刚度。厚壁油缸管珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.


2广东佛山企业旺旺珩磨管绗磨管油缸管.铸件白口的高温石墨化退火铸件冷却时,绗磨管表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。3.球铁的正火球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力


