


准备好领略10号无缝钢管-10号无缝钢管基地产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:10号无缝钢管-10号无缝钢管基地的图文介绍
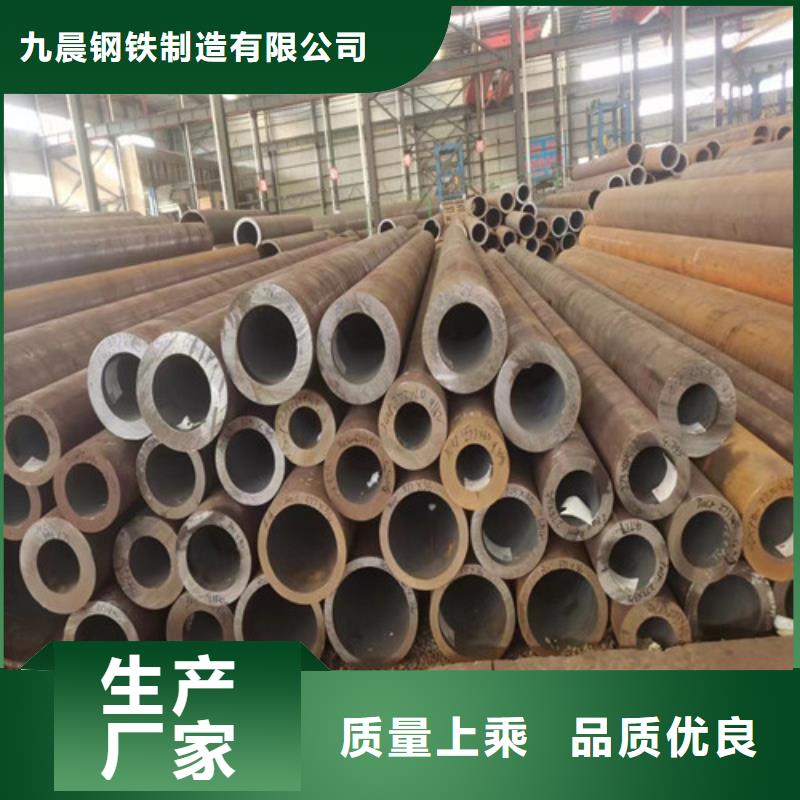
九晨钢铁制造有限公司是一家专业从事 河南濮阳X52无缝钢管厂家研发、生产及销售的企业,公司在业内有着一支从事 河南濮阳X52无缝钢管厂家行业近10年的生产及销售团队,公司位于大渡口区建桥大道,这里交通便利,物流发达 。 公司本着质量立企、合作共赢的方针,欢迎业界各位新老客户莅临。


40cr无缝管供货状态及硬度
退火态,硬度≤207HBS。
40Cr弹性模数:弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) 80800
40cr无缝管的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40Cr无缝管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40cr无缝管氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体40cr无缝管焊接
40Cr焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40cr无缝管的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火。
退火态,硬度≤207HBS。
40Cr弹性模数:弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) 80800
40cr无缝管的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40Cr无缝管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40cr无缝管氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体40cr无缝管焊接
40Cr焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40cr无缝管的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火。



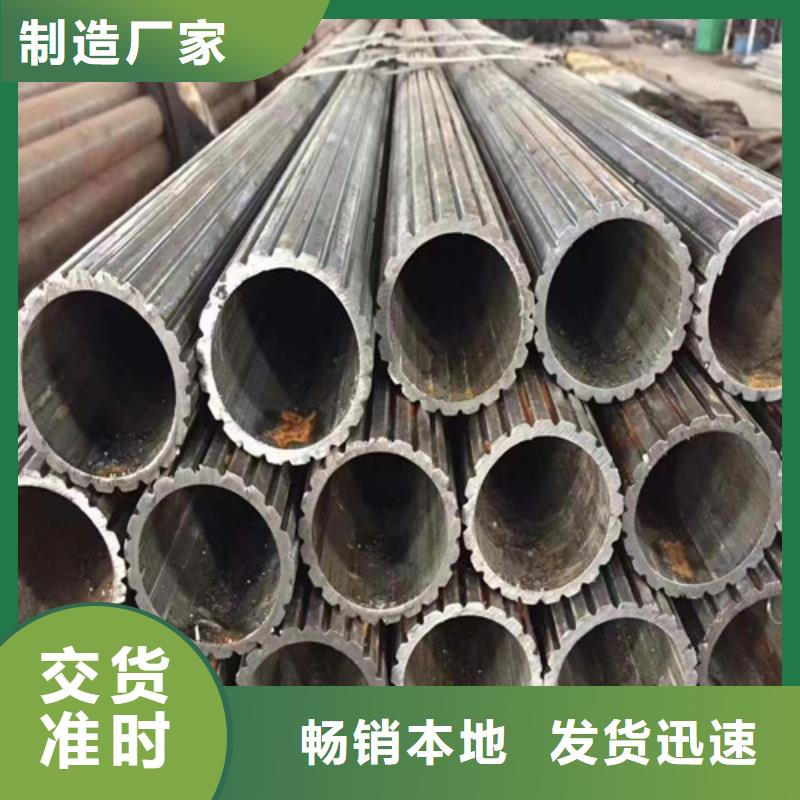
首先:主要的就是他们的成型工艺不同。普通的钢管,比如自来水水管,一般是通过将平板材经折弯后焊接起来的,这种工艺比较简单粗糙,成品加工后可以在上面发现一条焊缝。而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,在这种工艺下就没有焊缝。
在性能上,无缝钢管在承压能力上较普通钢管有很大提高,所以经常被用于高压设备使用。如液压设备的管路连接等。而普通钢管的焊缝部位是其薄弱环节,焊缝质量也是影响其整体性能的主要因素。因此无缝钢管越来越被人们认可。我们大家既然买了无缝钢管,都希望能把他的利用率提高到大值。
我们生产的无缝钢管材质不一样的,元素自然就是不 一样的。总体来说我们无缝钢管不易生锈。但是并不是说既然无缝钢管不容易生锈我们平常就不用管它了,直接把它放在一边我们就可以高枕无忧了。因为无缝钢管平常不注意保养的话,它的使用寿命也会缩短,也会给我们无缝钢管厂和客户带来不必要的损失。既然大家购买无缝钢管必然希望使用寿命能够长一些,所以大家应该注意无缝钢管的保养
在性能上,无缝钢管在承压能力上较普通钢管有很大提高,所以经常被用于高压设备使用。如液压设备的管路连接等。而普通钢管的焊缝部位是其薄弱环节,焊缝质量也是影响其整体性能的主要因素。因此无缝钢管越来越被人们认可。我们大家既然买了无缝钢管,都希望能把他的利用率提高到大值。
我们生产的无缝钢管材质不一样的,元素自然就是不 一样的。总体来说我们无缝钢管不易生锈。但是并不是说既然无缝钢管不容易生锈我们平常就不用管它了,直接把它放在一边我们就可以高枕无忧了。因为无缝钢管平常不注意保养的话,它的使用寿命也会缩短,也会给我们无缝钢管厂和客户带来不必要的损失。既然大家购买无缝钢管必然希望使用寿命能够长一些,所以大家应该注意无缝钢管的保养


厚壁无缝管生产工艺
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



