



准备好领略直角方矩管,30*100方矩管产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:直角方矩管,30*100方矩管的图文介绍



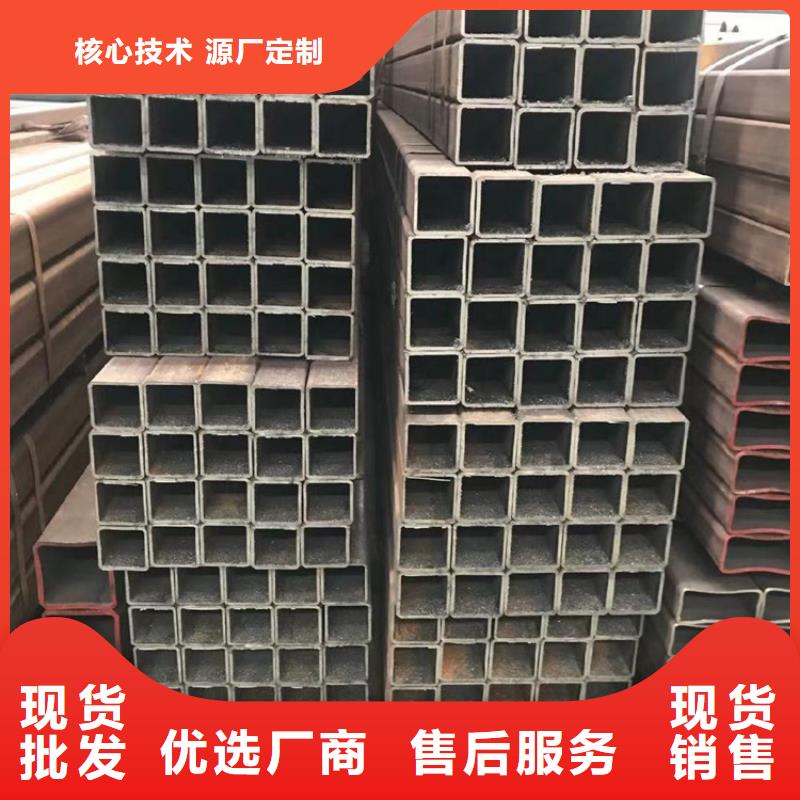
山东方矩管伪劣方管会出现的问题
一.伪劣方管外表经常有麻面现象。
麻面是由于轧槽磨损严重引起钢材表面不规则的凹凸不平的缺陷。由于伪劣方管厂家要追求利润,经常出现轧槽轧制超标。
二.伪劣方管容易刮伤,原因是伪劣方管厂家设备简陋,易产生毛刺,刮伤钢材表面。深度刮伤降低钢材的强度。
三.伪劣方管易出现折叠。
山东方矩管折叠是方管表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。产生折叠的原因是由于伪劣厂家追求率,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,钢材的强度大下降。



联众物资有限公司衷心欢迎新老客户莅临指导考察,亦欢迎国内外有志者联手合作。
本公司可根据用户需要,设计、制造特殊用途的 山东方矩管、冷拉扁钢厂家、热轧方钢厂家、热轧扁钢厂家产品,欢迎来人来电、来函洽谈!


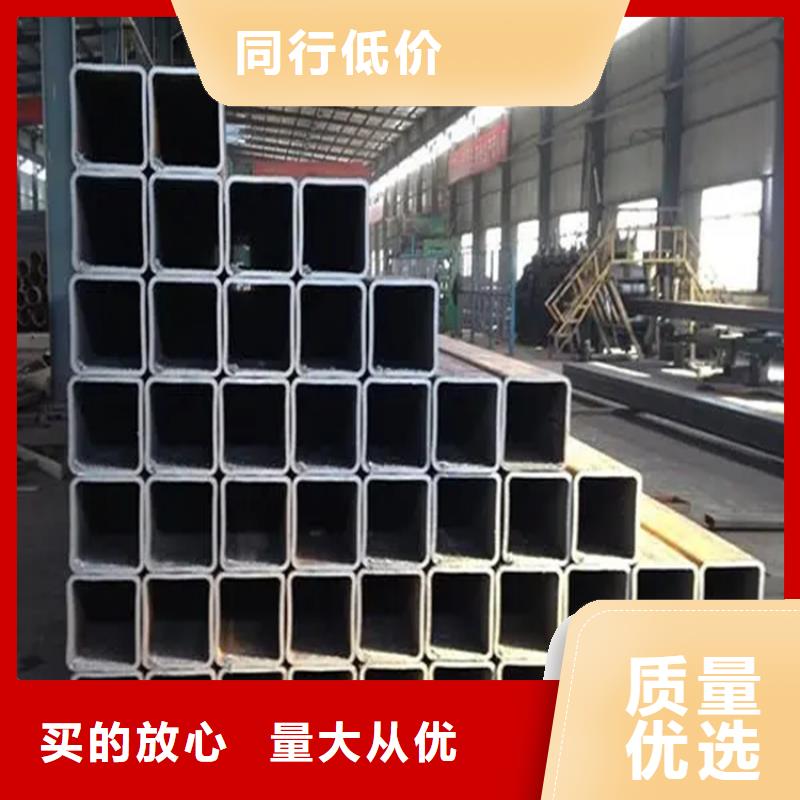
山东方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,山东方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。



山东方矩管实弯成型法
实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。
1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。
2)实弯的缺点是有拉伸/减薄效应。,山东方矩管实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
方管空弯成型方法
山东方矩管空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。