

想要深入了解镀锌方管-镀锌方管实力厂家产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:镀锌方管-镀锌方管实力厂家的图文介绍

万盛达钢铁有限公司承诺:将继续以市场为导向,以科技为依托,逐步更新现有 海南三亚40cr精密管、镀锌无缝管、Q345B方管厂家、冷镀锌管厂家生产设备以 海南三亚40cr精密管、镀锌无缝管、Q345B方管厂家、冷镀锌管厂家产品品质,不断引进高级管理人才和技术人才以提高企业的管理能力和技术水平,使企业在市场经济的浪潮中创造更辉煌的业绩。


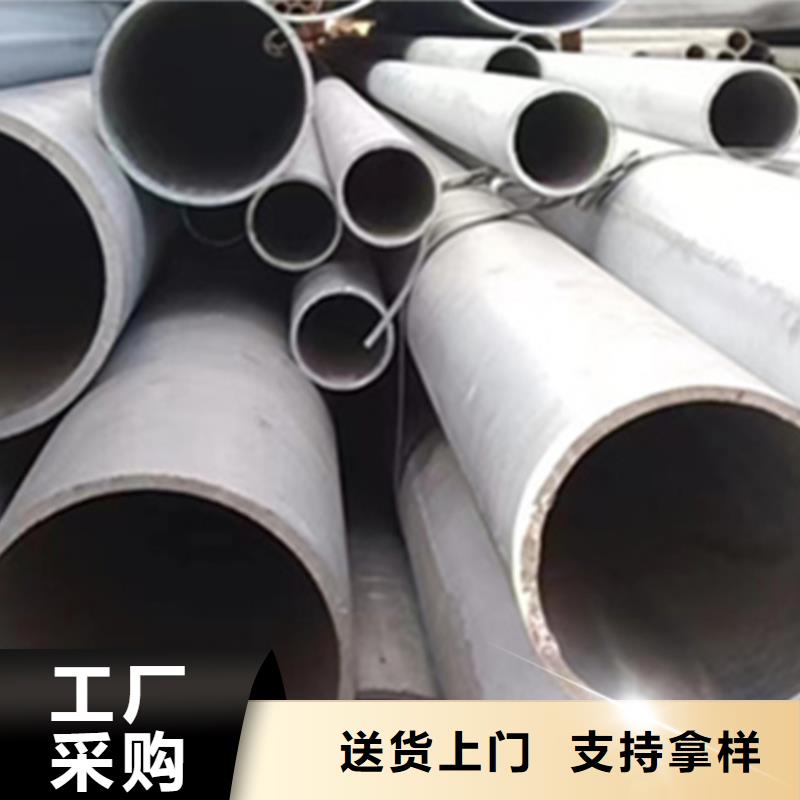
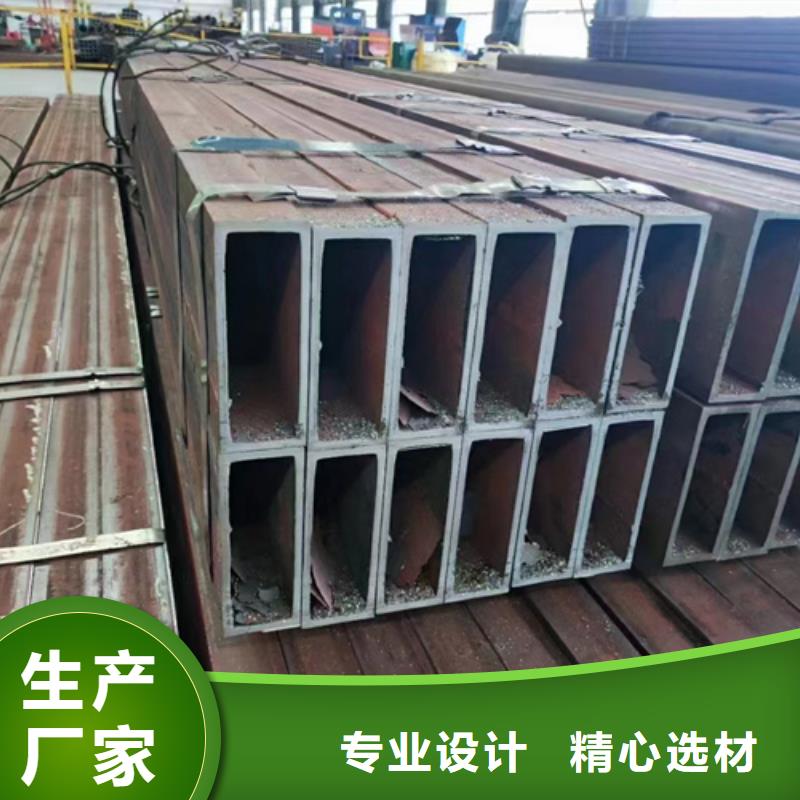
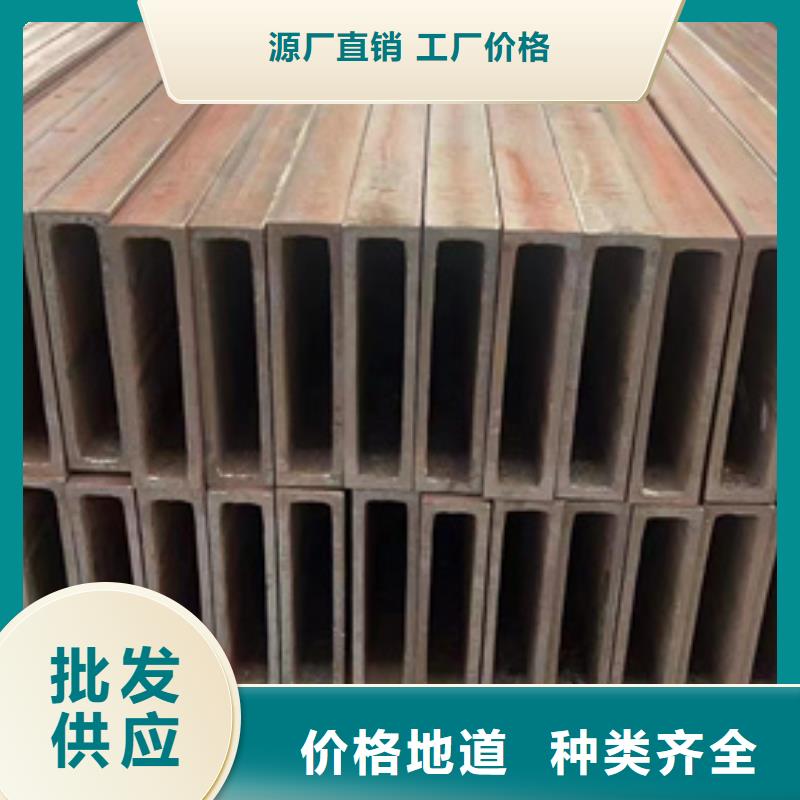
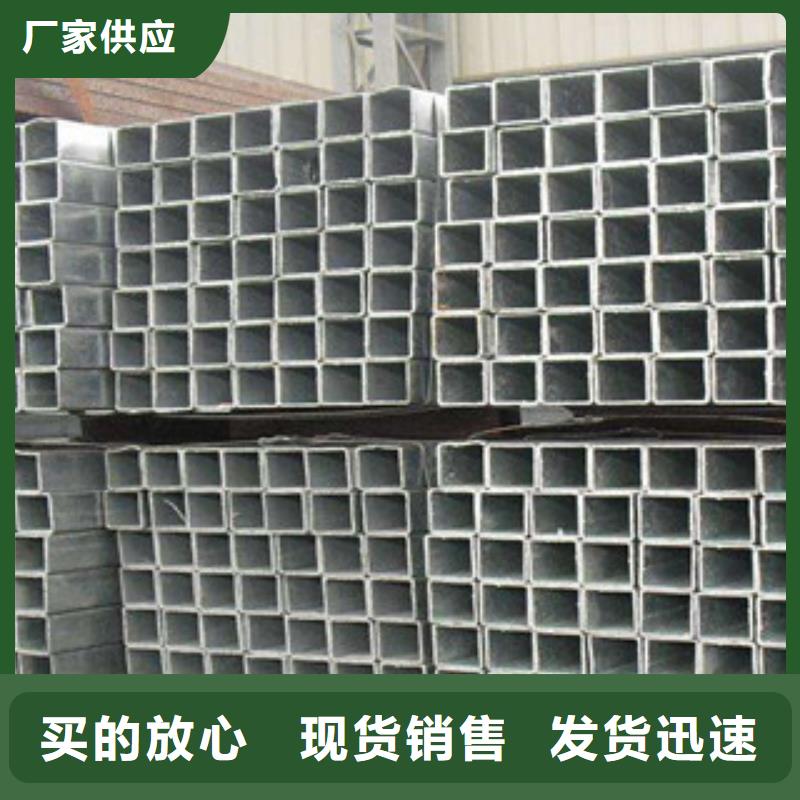
而民营企业对市场更加。“该不该上马项目,上多大的项目;如果亏损该不该停工,停工的话停多少。中小型民企在考虑这些问题时,更加尊重市场规律,不会做违背市场的事情,因为事关投资者的钱袋子。”前述山东某民营钢企的中层说。 浅谈目前天津大邱庄方管厂市场面临的困境进入4月份,税改已尘埃落定,3月底积压的下游需求也陆续释放,加上近日期钢强势上行,带动方管现货市场迎来一波上涨行情。尽管螺纹钢等相关品种走高,但是大邱庄方管价格依旧波澜不惊,市场也仍是不温不火。 究其缘由,主要还是目前天津大邱庄方管市场处于以下困境:今年以来天津方管市场与唐山市场差价一直处于200-300元/吨之间,南北差价一直偏低,1-2月房屋新开工面积18814万平方米,同比增长6.0%,增速回落11.2个百分点;而3月份工程机械市场指数即CMI为141.95,同比降低11.01%。 各项数据显示2019年一季度下业用钢需求并未完全恢复,整体较为一般。体现在天津大邱庄方管市场成交方面也很明显,据广东型钢商家反馈,3月份市场出货一直未有放量,出货量仅为正常水平的50%-70%之间。天津大邱庄方管成交难以放量,对价格上涨形成较大阻力。 浅谈方管分类的多种方法都是什么。方管的分类方法有很多,可以按材质、工艺、口径、形状、用途等多个方面划分,下面为大家总结一下方管是怎么分类的。方管生产工艺分类方管按生产工艺分:热轧无缝方管、冷拔无缝方管、无缝方管、焊接方管。 其中镀锌方管又分为:(a)按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管(b)按焊缝分——直缝焊方管、螺旋焊方管方管材质分类方管按材质分:普碳钢方管、低合金方管。普碳钢分为:Q195、Q215、Q235、SS400、20#钢、45#钢等;低合金钢分为Q345、16Mn、Q390、ST52-3等。 方管断面形状分类方管按断面形状分类:(1)简单断面方管——方形方管、矩形方管(2)复杂断面方管——花形方管、开口形方管、波纹形方管、异型方管方管按表面处理分:热镀锌方管、电镀锌方管、涂油方管、酸洗方管方管用途。



对于气体来说,氧气是可燃气体燃烧时所必须的,以便为达到钢材的点燃温度提供所需的能量;另外,氧气是钢材被预热达到燃点后进行燃烧所必须的。切割钢材所用氧气必须要有较高的纯度,一般要求在99.5%以上,一些先进 的工业标准要求氧气纯度在99.7%以上。氧气纯度每降低0.5%,钢板的切割速度就 要降低10%左右。如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量 亦明显劣变,气体消耗量也随着增加。显然,这就降低了生产效率和切割质量,生产成本也就明显地增加了。 除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要 的。波动的氧气压力将使切割断面质量明显劣变。气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。切割时如果采用了超出规定数值的氧气压力,并不 能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。 火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如 采用天然气进行切割,将会得到理想的切割质量,只是切割速度会稍微降低一些。相比较而言,乙炔比天然气要贵得多,对于以前的切割气来说,乙炔是生产切割中 的主流切割气,但随着近两年天然气的变革和开发,天然气从综合角度来说分析,比乙炔更能得到市场和 的认可,重要一点就是它节能环保。对于它切割速 度稍慢问题,现在有了市场上天然气增效剂的问世一系列的问题也随之化解。 钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来 地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。

