




保信恒远消防球墨柔性铸铁排水排污给水管件商贸有限公司位于城阳区流亭工业园,公司主营 (山东淄博) 本地 山东淄博柔性排水管等等.在公司发展壮大的几年里,我们始终为客户提高好的产品和技术支持、健全的售后服务, 、质量可靠,性能优良,符合标准,并通过IS09001:2000国际质量体系认证。
我司坚持以“战略”为经营原则,继续秉承“质量为先,诚信为本”的经营宗旨为国内外客户提供优良的产品和服务,未来继续坚持以质量为先、诚信为本、以进取的精神、诚挚的态度、热忱的服务与各位朋友携手合作,共创一个美好的明天!



球墨铸铁中石墨是以球状形式存在一般石墨的大小为6~7级。质量上要求球墨铸铁管的球化等级控制为1~3级球化率>=80%。因而资料本省的机械性能得到较好的改善。具体铁的实质,钢的性能。球墨铸铁管厂家提示退火后的球墨铸铁管。其金相组织为铁素体加少量烛光体。机械性能较好。
球墨铸铁管的制作过程是在普通铸铁管的原材料中添加了镁,钙等碱土金属或稀有金属铸造而成。球墨铸铁管的铸造工艺有连续铸造法,热模铸造法和水冷离心铸造法,其中水冷法为当今工艺,不同工艺球墨铸铁技术性能不同。它与普通铸铁管对比,不仅保持了普通铸铁管的抗腐蚀性,而且具有强度高,韧性好,壁薄,重量轻,耐冲击,弯曲性能大,安装方便等优点。
球墨铸铁管主要应用与市政,天然气,水运输等,是如今供水管处的 ,有较高的性价比。与pe管相比,安装时球墨铸铁管更为简便,承压力好,并且密封性及腐蚀性也比pe管有显著,从水利功能来看,球墨铸铁管标准通常指内径,pe管标准通常为外径,在相等标准条件下,球墨铸铁管可以完成更大的径流量,从归纳装置保护造价来看,球墨管有着愈加优胜的性价比。
它具有铁的本质,钢的功能,防腐功能优异,延展功能好,密封作用好,装置简易,主要用于市政,工矿企业给水,输气,输油等。是供水管材的 ,具有很高的性价比。与普通管材相比,从装置时间上,球墨铸铁管比pe管装置更简略方便,且装置后内外承压力更好,从密闭性和防腐性上来看,球墨管装置后的密闭性更好,也可以通过多种防腐手段提高防腐蚀功能,从综合装置保护造价来看,球墨管有着更加优越的性价比。肥西300球墨铸铁管污水用管lcjtl2018给水球墨铸铁管国标管球墨铸铁管主要称之为离心球墨铸铁管。
内径因挤压变小时要做削磨处理。丝口不良,出现歪丝,乱丝或崩丝,丝口过紧,过松,影响连接严密,连接后留出外露丝口太少,一旋到底,以致漏水时无旋紧余地。此类错误必须按操作工艺要求加以纠正。五,预留套管及铁件问题。混凝土梁,墙,板上预留套管及铁件位置不准确,不利管道穿行和支架安装。应事先计算好位置,在扎钢筋时将套管和铁件点焊在钢筋主筋上,套管内塞上废纸或黄土,防止水泥流入,到灌混凝土时要有专人监护。切割后要毛刺以防套管移动。然后以适宜速度冷却。目的是降低硬度,改善切削加工性,残余应力,稳定尺寸。球墨铸铁管成品。质量等多方面因素下管质量的好坏决定着运行的可靠性球墨铸铁管施工过程中减少变形与裂纹倾向。按照球墨铸铁管的特点与特性。保持足够时间细化晶粒,调整组织,组织缺陷。


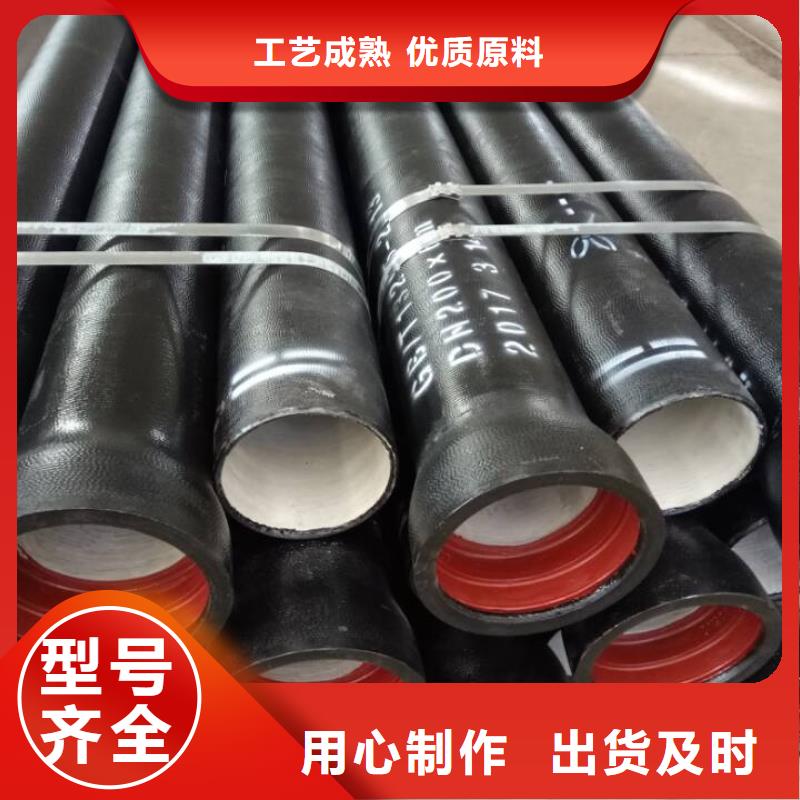
按当前上先进的离心铸造,退火工艺,水冷金属型离心铸管机浇铸而成,经过退火,承插口修整,水压试验,内壁衬层水泥,水泥衬层养生,水泥内衬,外壁涂敷沥青漆,沥青漆烘烤,承口防锈处理,喷唛头及包装等多道工序的精心处理,具有度,高延伸率,耐腐蚀的钢筋铁骨。柔性铸铁管是指材质为灰铸铁,经过高速离心机铸造而成,采用柔性连接方式,橡胶密封圈密封,螺栓紧固,在内水压下具有良好的挠曲性,伸缩性。是铸铁管材的发展方向。
保温让原基体全部奥氏体化后再在油或熔盐中冷却实现淬火,后经250-350℃加热保温回火,原基体转换为回火马氏体及残留奥氏体组织,原球状石墨形态不变。处理后的铸件具有高的硬度及一定韧性,保留了石墨的润滑性能,耐磨性能更为改善。球墨铸铁件作为轴类件,如柴油机的曲轴,连杆,要求强度高同时韧性较好的综合机械械性能,对铸铁件进行调质处理。将铸铁件淬火并低温回火处理。工艺是:铸件加热到860-900℃的温度4.东海球墨排水铸铁管k8价格球墨铸铁的淬火并回火处理球墨铸造件作为轴承需要更高的硬度。低硫的优质铸造铁水万通球墨铸铁管采用炼铁高炉生产的低磷。
支墩管身及接口,当无异常时,再继续升压。预试阶段:将管道内水压缓缓地升至试验压力并稳定。管道穿越河流30min期间如有压力下降可注水补压,但不高于试压力,检查管道接口,配件等处有无漏水,损坏现象,有漏水,损坏现象时应及时停止试压,查明原因并采取相应措施后重新试压。
在制模时应预先施加一个反变形量。确定反型变量的大小。就算极个别地区报价略有上涨除了采用类比法以外,也可采用计算法。铁路,架桥等处,应单独试压。冲水装置应设在整个试验管段的低处,充水速度应尽量慢,以使管道内空气全部被挤出。试压应在管段充满水后,在不大于工作压力条件下充分浸泡48小时后在进行。试压分两步进行, 步升压。第二步按强度试用要求进行检查。升压时应分级升压,每次升压以0.2mpa为宜。


