




为了让您更好地体验的【包塑紫铜管】厂家产品的卓越性能,我们特意制作了产品视频。视频内容丰富,展示了产品的每一个细节和特性。
以下是:的【包塑紫铜管】厂家的图文介绍

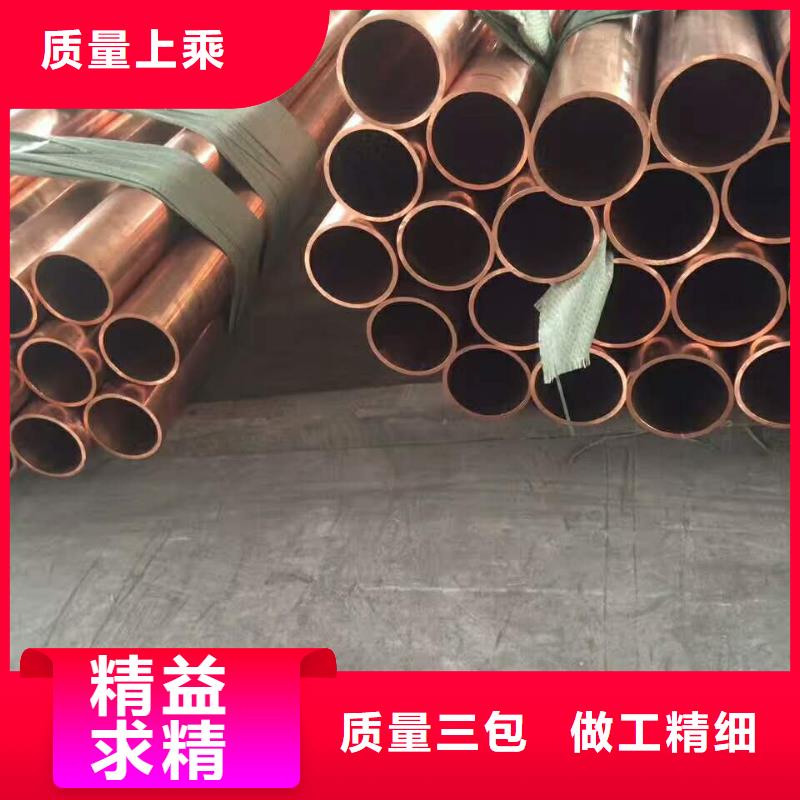
西宁紫铜排


西宁紫铜排的详细介绍
收费合理追求品质



紫铜管的焊接一般采用50%. 45%. 35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状.
紫铜管焊接用碳化火焰。其焊接顺序为:
(1)加热前,先将助焊剂涂在待焊部位.
(2)加热插入紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。
(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。
(4)将火焰移开,让焊料与焊接点接触,维持几秒钟后再拿开。假如怀疑或查出两管间仍有旷地空闲.可再次加热,使火焰嘴在两点连续移动。必要时可添加少量焊料。
紫铜管焊接用碳化火焰。其焊接顺序为:
(1)加热前,先将助焊剂涂在待焊部位.
(2)加热插入紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。
(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。
(4)将火焰移开,让焊料与焊接点接触,维持几秒钟后再拿开。假如怀疑或查出两管间仍有旷地空闲.可再次加热,使火焰嘴在两点连续移动。必要时可添加少量焊料。








辰昌盛通金属材料有限公司是一家主要生产 青海西宁紫铜排的大型企业。多年来凭借雄厚的技术实力,优质成熟的产品,完善的服务体系,取得了迅猛的发展,辰昌盛通金属材料有限公司将充分发挥自身优势,秉承“科技领先,服务市场,诚信待人,追求完美”的宗旨和“产 品就是人品”的企业理念,不断进行技术创新、设备创新、服务创新、和管理方式创新来继续研发出更多满足未来发展需要的产品,推动我们 青海西宁紫铜排事业的发展。
辰昌盛通金属材料有限公司
