







无缝钢管型号-无缝管单价-无缝管规格
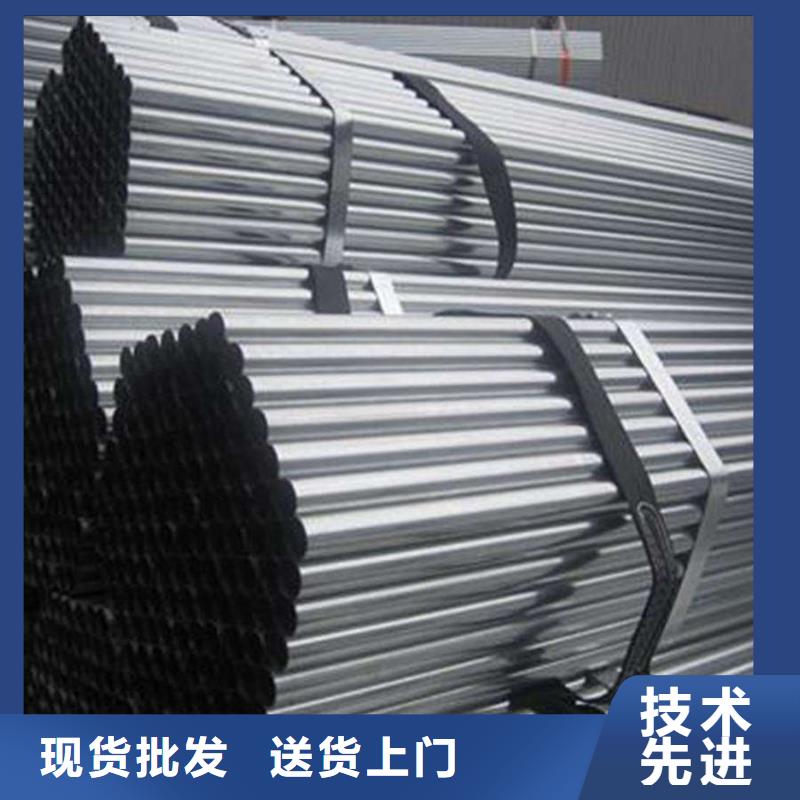
无缝管的生产工艺可以分为冷拔与热轧两种,冷轧无缝管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝管要短于热轧无缝管,冷轧无缝管的壁厚一般比热轧无缝管要小,但是表面看起来比厚壁无缝管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,*后贴上标签、进行规格编排后放置到到仓库当中。
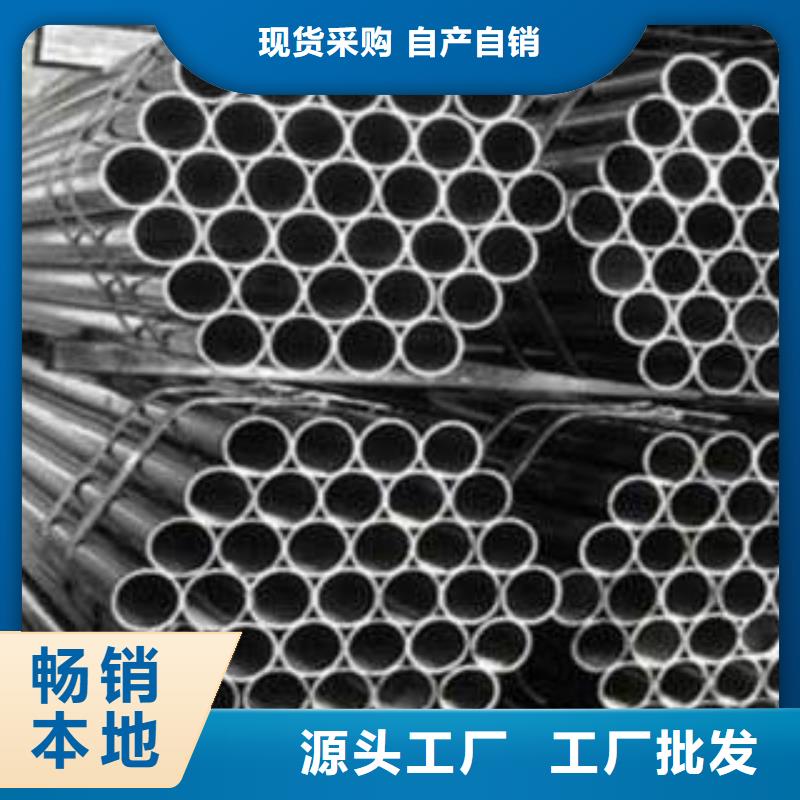
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。



1949年建国初期,我国还不能生产无缝钢管。
当时只有上海,有一点钢管改制设备,但因缺乏热穿孔机械,不能用圆钢生产无缝钢管,又无法从国外进口毛管,只能采用进口或用过的旧无缝钢管改制为其它规格的无缝钢管。
(注:虽然在新中国成立前,日本侵略者曾在东北的鞍山于1935年建了一套生产直径为70-150mm的热轧无缝钢管机组,但是在1945年日本投降后,其设备全部都被苏联拆运到了原苏联现乌克兰的乌拉尔 钢管厂。所以在新中国成立时,我国是不能生产无缝钢管的)
