




别再错过任何细节!花费一分钟观看生化池潜水员维修发货及时产品视频,让您的购买决策更加明智。
以下是:生化池潜水员维修发货及时的图文介绍


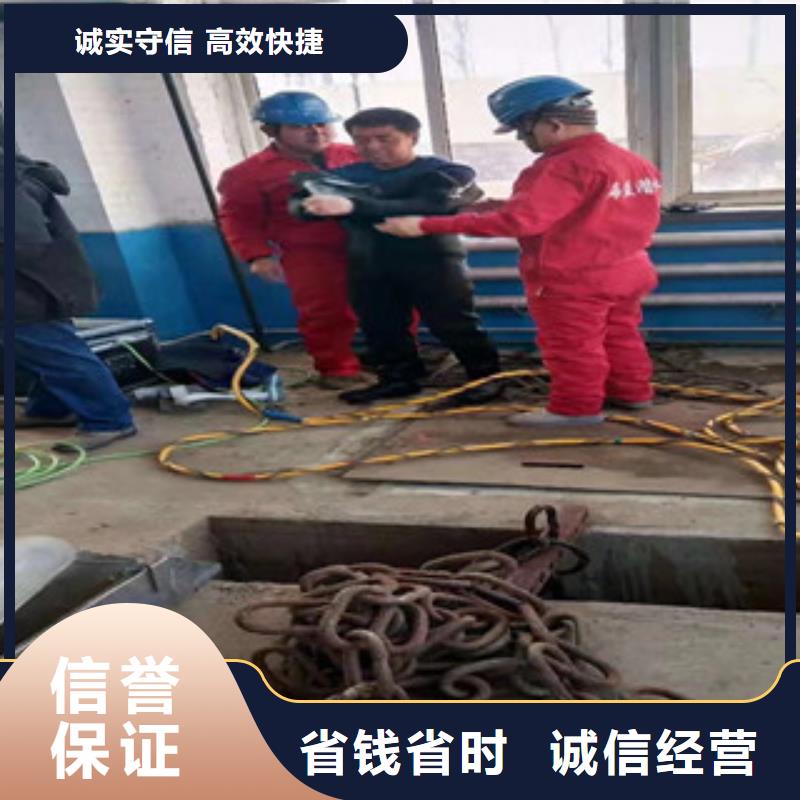
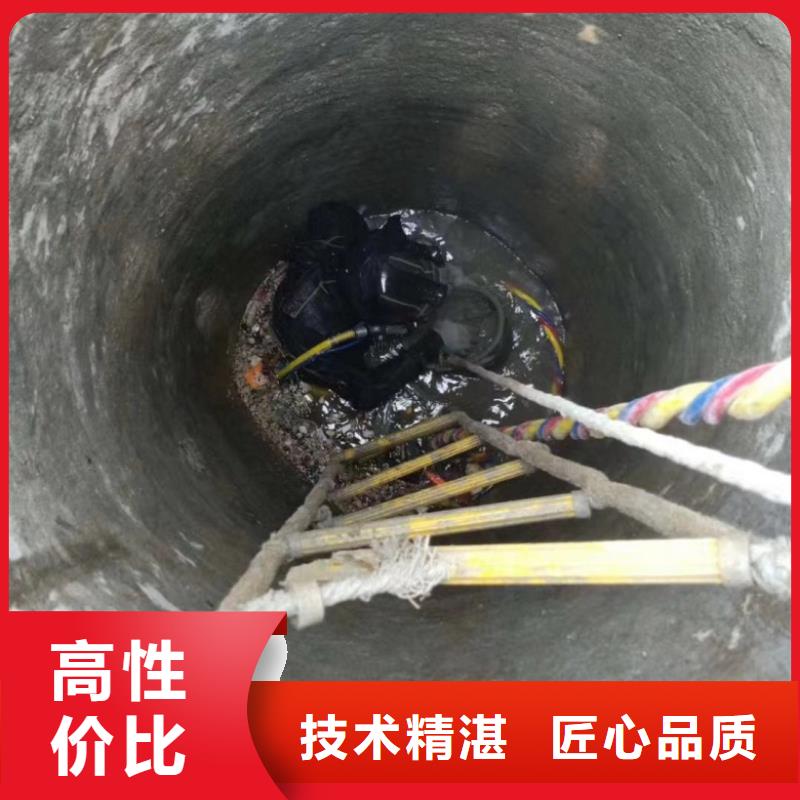
福建泉州 但是同风光摄像一样,这只是入门,以后的水下摄像水还要看个人的悟性、艺术修养、灵感等因素。 水下打捞基本要求:每班下井及进入管道作业之前,须对井内管道内有害气体进行检测,并在地面配备抢险工具。必要时,用空压机向井下管道内输送新鲜空气。井内管内操作人员作业过程中遇有身体不适,应立即升井。井下作业人员每一小时更换一次。对外部及社会联系人员随时处于戒备状态,保持与相关应急部门的联系畅通。
航速快,耐波性良好,定位准确。分为内河打捞船和海洋打捞船。前者排水量一般为20~200吨,只配备吊杆、绞车及简易潜水设备;后者配备大型起吊设备,以及潜水、压缩空气、水下电焊、水下切割等设备。把沉没于水中的船舶、飞机、货物等打捞出来的工程作业。打捞工作可使遇难船舶损失,可航道以利通航。打捞沉没于水中物体的工程作业。包括打捞船舶、飞行器、货物等。在航道、港口水域中的打捞作业,可达到清理通航物的目的。福建泉州打捞是一项综合性,涉及测量、潜水、水下切割、封堵和水下焊接等。主要承接水下工程项目:水厂电厂的水池、水道清淤、泵房清理、取排水管道安装、拦污栅清污、更换闸门起落、导流洞、水库坝体堵漏加固等维修施。潜水员必须注意到这些作业的危害和风险并经过设备操作培训。水下切割的应用范围:水下氧-火焰切割法通常适用于切割低碳钢、低合金钢等易氧化的材料,不适用于切割不锈钢及除钛以外的有色金属,换言之,实际上又默认了无资质进行打捞活动,则有违资质管理的初衷。水下除泥是打捞工程中主要工作之一。 福建泉州



东泓潜水工程公司有限公司本着“诚信,务实,创新”的经营理念,承蒙广大客户的支持与厚爱,在近几年的时间得到了良好的发展,并不断的总结 福建泉州水下疏漏经验,整合优势,持续改进,不断顺应市场需求,以品质 福建泉州水下疏漏产品及服务回馈社会。


福建泉州 水下切割公司聊聊潜水器材工具识别和技术特点 水下作业焊接被认为是大中型船舶维修的一种值得的方式;此外,水下焊接还显示出及时的创伤修复和援助能力,以提高船舶的利用率和性能。宣布现役水湿试维修焊接工艺,使船舶无需进入干坞,大大降低了船舶维修费用。水下工程电焊是水中干发电焊、水中湿式电焊、水中部分干发电焊、水下焊接安装、水下焊接工程中必不可少的关键加工工艺。 它们常用于水上救援、深海电力能源、深海开采等海洋工程和大中型水上设备的施工。由于水的存在,水下焊接的整个过程变得越来越复杂,会出现各种陆地焊接没有遇到的问题。 福建泉州 目前,世界各地使用和科学研究的水下焊接方法种类繁多,电弧焊是应用成熟期的。随着水下电焊技术的发展趋势,除了常见的湿式水下电焊、部分干式水下电焊和干式水下电焊外,还出现了一些新的水下电焊方法。 水下焊接和激光切割是水下工程结构的安装,是维修施工现场必不可少的关键加工工艺。它们常用于水上救援、深海电力能源、深海开采等海洋工程和大中型水上设备的施工。这种水中自动焊接系统软件的视觉识别系统也是比较的,关键由激光发生器、滤光片和监控摄像头组成,封装在玻璃盒中。选用激光器作为辅助灯源,当玻璃盒与厚钢板的间的距离以及玻璃盒的厚度必须由CCD垂直平分焊接件摄录时,激光发生器与CCD在同一平面图上,交角为17.4°时,拍摄焊接件的V形焊接图像。针对水下封堵的特殊性,及雨水管道施工位置,做以下安排: 1,做好施工点的围护工作,摆好施工警示牌: 2,潜水施工班组,要保证施工时,空压机的正常运转,及备用氧气的充足; 3,保证水下施工通道的畅通,通信清晰,施工期前24小时不得饮酒,严格按照潜水作业 操作规程操作: 4,建立一套明了的指挥通信系统,并向潜水作业人员进行严格的交底:



水下工程:湿法水下焊接概述 水下焊接是指在水下,对金属结构物进行焊接的一种专业技术。水下焊接既存在水的影响又有高压的影响,因此水下焊接的工艺、设备及其对质量的要求与陆地是有区别的。目前,水下焊接的方法很多,大体可分为湿法水下焊接、干法水下焊接和局部水下焊接。 湿法水下焊接,即潜水员不采取任何排水措施而直接施焊的方法。采用这种方法,遇到的主要问题是,可见性差、不易控制、冷却速度快、含氢量高等影响焊接接头质量。 福建泉州 做好施工点的围护工作,摆好施工警示牌: 2,潜水施工班组,要保证施工时,空压机的正常运转,及备用氧气的充足; 3,保证水下施工通道的畅通,通信清晰,施工期前24小时不得饮酒,严格按照潜水作业 操作规程操作: 4,建立一套明了的指挥通信系统,并向潜水作业人员进行严格的交底: 闸门埋件安装工艺闸门埋件的安装精度是闸门活动自如.有效止水的关键,因此,必须严格保证安装精度符合设计要求及相关规范要求。启闭机安装完毕后均对启闭机进行清理,修补已损坏的保护油漆,并灌注润滑脂。 福建泉州 1954年首先由美国提出干法水下焊接的概念,即把包括焊接部位在内的一个较广泛的范围内的水,焊接过程是在一个干的气箱环境中进行的。 这种方法存在的主要问题:首先,要有一个大型舱室,但受到水下焊接工件形状尺度和位置的限制,适应性差,到目前为止,这种方法仅适用于海底管道之类形状简单的结构物的焊接;第二必须有一个维护、调节、监测、照明和控制的完整设备系统,成本昂贵;第三仍然存在压力对焊接质量的影响,随着水深的增加,焊接电弧被压缩、弧柱变细,焊出来的焊道和熔宽变窄,焊缝形成变坏并容易造成缺陷。 局部干法水下焊接:湿法水下焊接,设备简单,操作容易,成本低廉,但焊接质量差。而干法水下焊接,虽然焊接质量较高,但成本昂贵,适应性差,却难以满足日益发展的海洋开发事业,于是人们又研究出一种局部干法水下焊接。这种焊接方法是把焊接部位周围局部水域的水,人为的排空,形成一个局部气箱区,使电弧在其中稳定燃烧。与湿法相比,因焊接部位排除了水的干扰,从而改善了接头质量。与干法相比,又不需要那么庞大的设备系统。所以这种水下焊接方法,是目前研究的重点和方向。但这种方法也有不足之处,即灵活性和适应性较差,焊接时间长,烟雾变浓,影响可见性。因为要经常移动设备位置,焊缝接头处质量不太有保证。

