



联系我们

当前位置:
莱芜 兴泰工程材料有限公司 >海南当地今日热点
止水铜片厂家直销
更新时间:2024-11-01 20:22:10 浏览次数:7 公司名称:莱芜 兴泰工程材料有限公司
以下是:止水铜片厂家直销的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 批发/个 |
| 发货期限 | 1 |
| 供货总量 | 666 |
| 运费说明 | 面议 |
以下是:止水铜片厂家直销的图文视频


止水铜片厂家直销,兴泰工程材料有限公司为您提供止水铜片厂家直销的资讯,联系人:张经理,电话:15318168555、15318168555,QQ:2028098034,发货地:莱芜高新区发货到海南省 海口市、三亚市。 海南省 海南省,简称“琼”,是中华人民共和国南端的省级行政区,省会海口市;地处中国华南地区,北以琼州海峡与广东划界,西临北部湾与广西、越南相对,东濒南海与台湾对望,东南和南部在南海与菲律宾、文莱、马来西亚为邻;海南地势为中部高四周低,中间高耸,呈穹窿山地形;属热带海洋性季风气候;陆地总面积3.54万平方公里,管辖海域总面积约200万平方公里。截至2022年,海南省辖4个地级市,5个县级市、4个县、6个自治县。截至2022年末,海南省常住人口1027.02万人,比上年末增加6.56万人。
产品视频展示,助您洞悉止水铜片厂家直销产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:止水铜片厂家直销的图文介绍

兴泰工程材料有限公司生产的 海南网状聚丙烯纤维,通过了ISO9001:2000国际质量管理体系认证,拥有完善的质量保证体系和先进的管理模式,并被认定为省级“重合同守信用企业”、“质量信得过单位”、“5.18质量、信誉、服务消费者满意单位”等。


隧道止水,采用铜止水和橡胶止水相结合的方法,海南铜止水在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且。 隧道铜止水带拼焊施工要点如下: 1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料; 2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量; 3、选择合格的一次性成型的止水铜带; 4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量; 5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。  铜止水规格 1.执行标准GB2059-2008; 2.厚度:0.5-14mm; 3.宽度:200-1000; 4.长度:1000-3000; 5.抗拉强度不小于205Mpa; 6.伸长率不小于20%; 7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定; 8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。



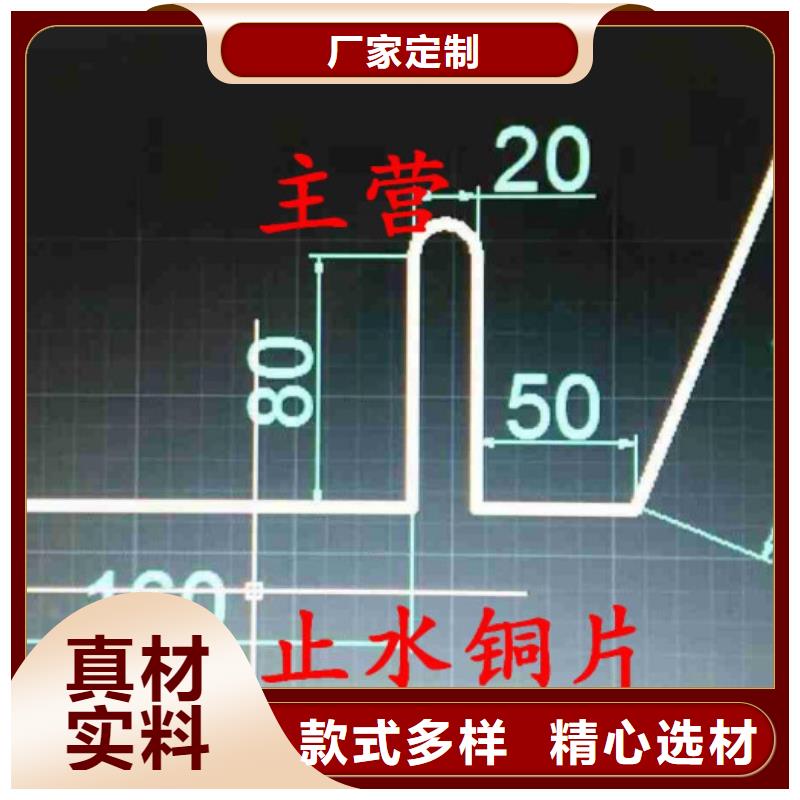
止水铜板关键适用于水利水电工程中木地板间,海南铜止水木地板与闸墩间变形缝避免地表水漏水,及其大中型贮水池的渗漏,渗水情形发生。常常被用以基本防水,坝身防水,坝后防水,走廊防水,及其坝基内孔眼防水,工业厂房防水,溢流式面下横缝防水等,是现在市場上认可的避免疏忽理想化的商品。铜止水 因为止水铜片的主要用途决策了它前提需要具有耐蚀性强,抗拉强度高特点,与此同时,在止水铜片安裝技术性中,也是有许多必须 核心处理的工艺难题,不一样应用场所及部位,安裝规定不一样。 ,设定止水铜片的部位并不是一个一次性现浇混凝土构架,必须独立混凝土浇筑,由于这种位置都是有一定的差别,未作解决的水源源不绝渗透到房间内,因此 它是必须应用止水铜片,以实现封口的目地。 次之,设定几个止水铜片难题,针对低坝和50m下列中坝能够 只选用一道底端防水。中坝及100m下列高坝宜设定底,顶端两条防水。100m之上的高坝宜采用底,顶端两条防水,或底,中,顶端三道防水。 第三,不一样坝高的压性竖直缝均应选用硬平缝构造,只需选用一道底端防水。缝的一侧缝面该涂沥清保湿乳液等防粘合剂。止水铜片下应设定PVC垫圈并粘接在混合砂浆垫座上。止水铜片两边底角应设定沥清止浆条。高坝张性竖直缝宜选用底,顶端两条防水,中,低坝可只选用一道底防水,其构造同压性缝。



铜止水片(是由紫铜或纯铜生产加工而成),海南铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。
在海南省采买止水铜片厂家直销到兴泰工程材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-15318168555,QQ:2028098034,地址:《高新区》。