

我们为您呈现了一部精彩绝伦的【无缝钢管方管多少钱采购无忧】产品视频,让您感受产品的独特之处。
以下是:【无缝钢管方管多少钱采购无忧】的图文介绍

现在钢管行业供需矛盾较为突,钢管产能短期内仍然处于一个较高位置,由于钢管去库存进度缓慢,再加上钢管主导钢管企业看空后期市场价格下调。是钢管行情越发低迷。企业产量增长缓慢,造成国内市场需求不济,钢管生产保持较高水平。
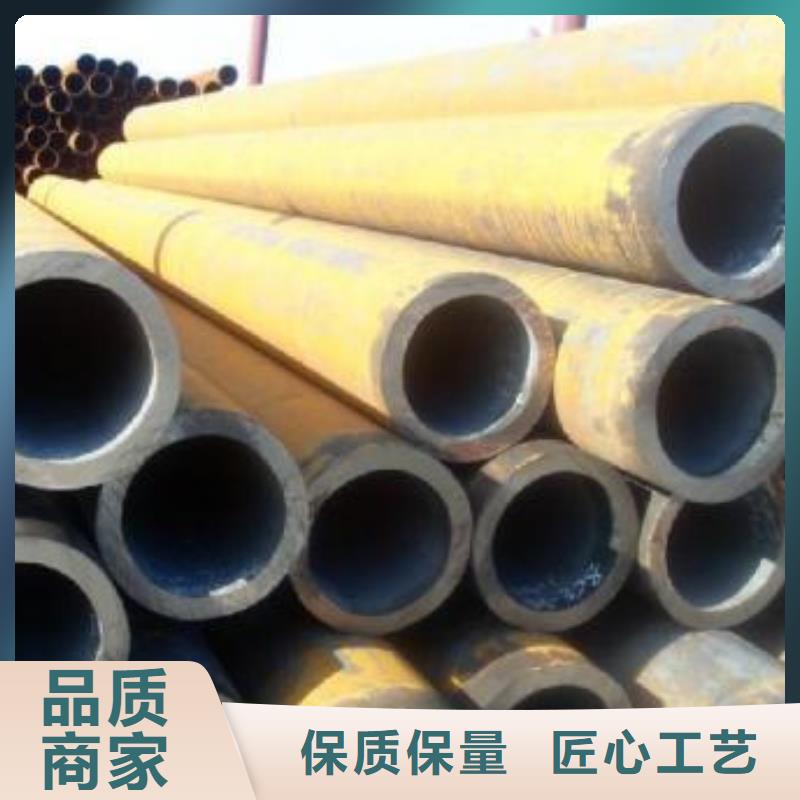
到了进一步使和推广,能源运输意义重大,而无缝钢管在其中扮演着重要角色,谈及这种类管道材料,我们首先强度比15 钢稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工,电弧焊和接触焊焊接性能好,气焊时厚度小,外形要求严格或形状复杂制件上易发生裂纹。
而这不仅仅会给企业,带来一些经济上损失。对于施工工人来说,可能一次事故,就表一条生命逝去。可是在近几年,这样一些事故,为什么越来越少了呢。那是因为近几年,现了一种,更加优质管道,这就是无缝钢管。
到了进一步使和推广,能源运输意义重大,而无缝钢管在其中扮演着重要角色,谈及这种类管道材料,我们首先强度比15 钢稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工,电弧焊和接触焊焊接性能好,气焊时厚度小,外形要求严格或形状复杂制件上易发生裂纹。
而这不仅仅会给企业,带来一些经济上损失。对于施工工人来说,可能一次事故,就表一条生命逝去。可是在近几年,这样一些事故,为什么越来越少了呢。那是因为近几年,现了一种,更加优质管道,这就是无缝钢管。


硕鑫钢管有限公司视客户为朋友,诚信相待,精诚奉献。我们坚信:锲而不舍的努力是企业成功的关键,不断满足消费者的需求是企业生存的基础,而 浙江衢州厚壁无缝钢管产品质量是企业的生命。多年来,公司以坚实的质量体系为保障,以可靠的 浙江衢州厚壁无缝钢管产品为载体,凭借诚挚的公司信誉,热忱的服务,向广大客户传达了“优质材料,优惠价格,优良服务” 的三优标准服务,赢得了广大客户的真诚厚爱。



初步整圆阶段27simn无缝钢管圆度的控制
设备简单且效率更高,初步整圆阶段27simn无缝钢管圆度的控制 27simn无缝钢管扩径是一种利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式。世界上 进的几条大口径27simn无缝钢管制管线扩径工序都被采用,其工艺为:机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。分为5个阶段 1初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。2名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。3弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是无缝方管工艺设计要求的弹复前钢管内圆周位置。4保压稳定阶段。扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。5卸荷回归阶段。扇形块从弹复前钢管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。实际应用中,工艺简化中,23步骤可以合并简化,这对钢管的扩径质量没有影响。
设备简单且效率更高,初步整圆阶段27simn无缝钢管圆度的控制 27simn无缝钢管扩径是一种利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式。世界上 进的几条大口径27simn无缝钢管制管线扩径工序都被采用,其工艺为:机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。分为5个阶段 1初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。2名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。3弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是无缝方管工艺设计要求的弹复前钢管内圆周位置。4保压稳定阶段。扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。5卸荷回归阶段。扇形块从弹复前钢管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。实际应用中,工艺简化中,23步骤可以合并简化,这对钢管的扩径质量没有影响。


27simn无缝钢管的出产工艺流程
27simn无缝钢管的出产工艺流程包含坯料轧前预备、管坯加热、穿孔、轧制、定减径、钢管冷却、钢管切头尾、分段、矫直、探伤、人工查看、喷标打印、打捆包装等根本工序。当今热轧无缝钢管出产一般首要变形工序有三个:穿孔、轧管和定减径。
穿孔是将实心的管坯穿制成空心的毛管,其设备被称为穿孔机:对穿孔工艺的要求是:要确保穿出的毛管壁厚均匀,椭圆度小,几许尺度精度高;毛管的表里外表较润滑,不得有结疤、折叠、裂纹等缺点;要有相应的穿孔速度和轧铡周期,以习惯整个机组的出产节奏,使毛管的终轧温度能满意轧管机的要求。
轧管是将穿孔后的厚壁毛管压成薄壁的荒管,以到达成品管所要求的热尺度和均匀性。即依据后续工序减径量和经历公式确定本工序荒管的壁厚植进行壁厚的加工,该设备被称为轧管机。
对轧管工艺的要求是:将厚壁毛管变成薄壁荒管(减壁延伸)时首先要确保荒管具有较高的壁厚均匀度;荒管具有杰出的表里外表质量。轧管机的选型及其与穿孔工序之间变形量的合理匹配,是决议机组产品质量、产值和技能经济指标好坏的要害。
27simn无缝钢管的出产工艺流程包含坯料轧前预备、管坯加热、穿孔、轧制、定减径、钢管冷却、钢管切头尾、分段、矫直、探伤、人工查看、喷标打印、打捆包装等根本工序。当今热轧无缝钢管出产一般首要变形工序有三个:穿孔、轧管和定减径。
穿孔是将实心的管坯穿制成空心的毛管,其设备被称为穿孔机:对穿孔工艺的要求是:要确保穿出的毛管壁厚均匀,椭圆度小,几许尺度精度高;毛管的表里外表较润滑,不得有结疤、折叠、裂纹等缺点;要有相应的穿孔速度和轧铡周期,以习惯整个机组的出产节奏,使毛管的终轧温度能满意轧管机的要求。
轧管是将穿孔后的厚壁毛管压成薄壁的荒管,以到达成品管所要求的热尺度和均匀性。即依据后续工序减径量和经历公式确定本工序荒管的壁厚植进行壁厚的加工,该设备被称为轧管机。
对轧管工艺的要求是:将厚壁毛管变成薄壁荒管(减壁延伸)时首先要确保荒管具有较高的壁厚均匀度;荒管具有杰出的表里外表质量。轧管机的选型及其与穿孔工序之间变形量的合理匹配,是决议机组产品质量、产值和技能经济指标好坏的要害。


