

槽钢角钢厂家品质可靠的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:槽钢角钢厂家品质可靠的图文介绍


槽钢可根据需求定制槽钢由无碱和无捻玻璃纤维粗纱制成,翘曲并浸入聚酯树脂(环氧树脂,酚醛树脂)中进行连续拉伸和热固化。它具有高机械性能和界面。性能方面,可根据不同的模具制成各种形状的横截面,以满足用户的不同需求。
渠道表现:低密度,重量轻高强度,高模量尺寸稳定,抗老化良好的电绝缘性能耐高温,耐化学性,低热膨胀没有电磁和电火花色彩鲜艳,美观的表面可设计性和处理性能。
方便,无需维护渠道使用:石化:由于FRP具有优异的耐腐蚀性,它广泛应用于石油和化工行业,用于饥饿支架,发电机散热器,楼梯和扶手,以及操作[平台,过道。燃料箱,配电盘和配电室。
排水和排水系统,泊位识别标志和海底识别标志,油井抽油杆,塔架填料支架,滤板支架等。功率:由于其优越的性能,挤压型材广泛用作绝缘支撑构件,高压电缆桥架,天线柱,高压电流操作杆。结构:可用作屋顶支撑,建筑护栏和墙体加固格栅。
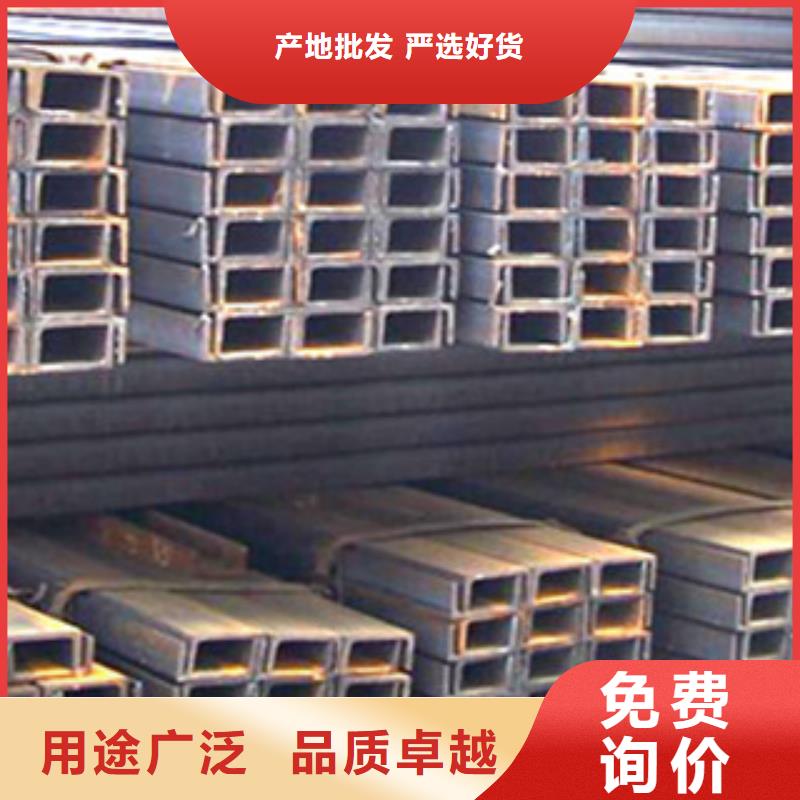
槽钢属建造用和机械用碳素结构钢,是复杂断面的型钢钢材,其断面形状为凹槽形。槽钢主要用于建筑结构,幕墙工程,机械设备和车辆制造等。为了添加装饰的可靠性在使用中要求其具有较好的焊接,铆接性能及综合机械性能。产槽钢的原料钢坯为含碳量不超过0.25%的碳结钢或低合金钢钢坯。成品槽钢经热加工成形,正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如100*48*5.3,表示腰高为100毫米,腿宽为48毫米,腰厚为5.3毫米的槽钢,或称10#槽钢。腰高相同的槽钢,如有几种不同的腿宽和腰厚也需在型号右边加abc予以区别。



国耀宏业钢铁有限公司是湖南较大的生产、加工、销售 湖南槽钢为-体的综合性企业。 公司专业生产各种规格、材质 湖南槽钢,同时可根据客户图纸要求加工各种规格 湖南槽钢,可为客户来料加工。


线内退火就是由冷轧或热轧车间直接提供带卷作为热镀锌的原板,在热镀锌作业线内进行气体保护再结晶退火。属于这个类行业的热镀锌方法包括:森吉米尔法、改良森吉米尔法、美钢联法(同日本川崎法)、赛拉斯法、莎伦法。
(1)森吉米尔法它是把退火工艺和热镀锌工艺联合起来,其线内退火主要包括氧化炉,还原炉两部份组成。带钢在氧化炉中煤气火焰直接加热到450度左右,把带钢表面残存的轧制油烧掉,净化表面。后再把带钢加热到700-800度完成再结晶退火,经冷却段控制进锌锅前温度在480度左右, 在不接触空气的情况下进入锌锅镀锌,因此,森吉米尔法产量高、镀锌质量较好,此法曾得到广泛应用。
(2)美钢联法它是森吉米尔法的一个变种,它仅仅是利用一个碱性电解脱脂槽取代了氧化炉的脱脂作用,其余工序与森吉米尔法基本相同。在原板进入作业线后,首先进行电解脱脂,而后水洗、烘干,再通过有保护气体的还原炉进行再结晶退火, 在密封情况下进入锌锅热镀锌。
这种方法因带钢不经过氧化炉加热,所以表面的氧化膜较薄,可适当降低还原炉中保护气体的氢含量。这样,对炉和降低生产成本有利。但是,由于带钢得不到预加热就进入还原炉中,这样无疑提高了还原炉的热负荷,影响炉子的寿命。
(3)赛拉斯法又称火焰直接加热法;首先带钢经碱洗脱脂,而后用盐酸表面的氧化皮,并经水洗、烘干后再进入由煤气火焰直接加热的立式线内退火炉,通过严格控制炉内煤气和空气的焰烧比例,使之在煤气过剩和氧气不足的情况下进行不完全焰烧,从而使炉内造成还原气氛。
因此这种方法并未得广泛应用。使其快速加热达到再结晶温度并在低氢保护气氛下冷却带钢, 在密闭情况下浸入锌液,进行热镀锌。该法设备紧凑,投资费用低,产量高( 可达50/小时)。但生产工艺复杂,特别是在机组停止运转时,为了避免烧断带钢,需要采用炉子横移离开钢带的方法,这样操作问题很多,所以,热镀锌工业采用此法很少。
(4)莎伦法1939年美国莎伦公司投产一台新型的热镀锌机组,所以也叫莎伦法。该法是在退火炉内向带钢喷射氯化氢气体并使带钢达到再结晶温度,所以也称为气体酸洗法。采用氯化氢气体酸洗,不但能去除带钢表面的氧化皮,而且同时去除了带钢表面的油脂,由于带钢表面被氧化气体腐蚀,形成麻面,所以使用莎伦法所得到的镀层粘附性特别好。
但是由于设备腐蚀严重,由此造成很高的设备维修和更新费用。因而此种方法很少被采用。(5)改良森吉米它是一种更优越的热镀锌工艺方法;它把森吉米尔法中各自独立的氧化炉和还原炉由一个截面积较小的过道连接起来,这样包括预热炉、还原炉和冷却段在内的整个退火炉构成一个有机整体。
实践证明,该法具有许多优点:优质、高产、低耗、等优点已逐渐被人们所认识。其发展速度非常快,1965年以来新建的作业线几乎全部采用了这种方法,近年来老的森吉米尔机组也大都按照此方法进行了改造。特点编辑(1)具有较厚的致密的纯锌层覆盖在钢铁表面上,它可以避免钢铁基体与任何的腐蚀溶液的接触,保护钢基体免受腐蚀。
(2)具有铁—锌合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性;(3)由于结合牢固,锌—铁互溶,具有很强的耐磨性;(4)由于锌具有良好的延展性,其合金层与钢基附着牢固,因此热镀件可进行冷。
在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对钢基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防蚀作用更理想。(6)热镀锌后的件表面光亮美观。(7)纯锌层是热镀锌中富有塑性的一层镀锌层,其性质基本接近于纯锌,具有延展性,所以它富于挠性。
(1)森吉米尔法它是把退火工艺和热镀锌工艺联合起来,其线内退火主要包括氧化炉,还原炉两部份组成。带钢在氧化炉中煤气火焰直接加热到450度左右,把带钢表面残存的轧制油烧掉,净化表面。后再把带钢加热到700-800度完成再结晶退火,经冷却段控制进锌锅前温度在480度左右, 在不接触空气的情况下进入锌锅镀锌,因此,森吉米尔法产量高、镀锌质量较好,此法曾得到广泛应用。
(2)美钢联法它是森吉米尔法的一个变种,它仅仅是利用一个碱性电解脱脂槽取代了氧化炉的脱脂作用,其余工序与森吉米尔法基本相同。在原板进入作业线后,首先进行电解脱脂,而后水洗、烘干,再通过有保护气体的还原炉进行再结晶退火, 在密封情况下进入锌锅热镀锌。
这种方法因带钢不经过氧化炉加热,所以表面的氧化膜较薄,可适当降低还原炉中保护气体的氢含量。这样,对炉和降低生产成本有利。但是,由于带钢得不到预加热就进入还原炉中,这样无疑提高了还原炉的热负荷,影响炉子的寿命。
(3)赛拉斯法又称火焰直接加热法;首先带钢经碱洗脱脂,而后用盐酸表面的氧化皮,并经水洗、烘干后再进入由煤气火焰直接加热的立式线内退火炉,通过严格控制炉内煤气和空气的焰烧比例,使之在煤气过剩和氧气不足的情况下进行不完全焰烧,从而使炉内造成还原气氛。
因此这种方法并未得广泛应用。使其快速加热达到再结晶温度并在低氢保护气氛下冷却带钢, 在密闭情况下浸入锌液,进行热镀锌。该法设备紧凑,投资费用低,产量高( 可达50/小时)。但生产工艺复杂,特别是在机组停止运转时,为了避免烧断带钢,需要采用炉子横移离开钢带的方法,这样操作问题很多,所以,热镀锌工业采用此法很少。
(4)莎伦法1939年美国莎伦公司投产一台新型的热镀锌机组,所以也叫莎伦法。该法是在退火炉内向带钢喷射氯化氢气体并使带钢达到再结晶温度,所以也称为气体酸洗法。采用氯化氢气体酸洗,不但能去除带钢表面的氧化皮,而且同时去除了带钢表面的油脂,由于带钢表面被氧化气体腐蚀,形成麻面,所以使用莎伦法所得到的镀层粘附性特别好。
但是由于设备腐蚀严重,由此造成很高的设备维修和更新费用。因而此种方法很少被采用。(5)改良森吉米它是一种更优越的热镀锌工艺方法;它把森吉米尔法中各自独立的氧化炉和还原炉由一个截面积较小的过道连接起来,这样包括预热炉、还原炉和冷却段在内的整个退火炉构成一个有机整体。
实践证明,该法具有许多优点:优质、高产、低耗、等优点已逐渐被人们所认识。其发展速度非常快,1965年以来新建的作业线几乎全部采用了这种方法,近年来老的森吉米尔机组也大都按照此方法进行了改造。特点编辑(1)具有较厚的致密的纯锌层覆盖在钢铁表面上,它可以避免钢铁基体与任何的腐蚀溶液的接触,保护钢基体免受腐蚀。
(2)具有铁—锌合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性;(3)由于结合牢固,锌—铁互溶,具有很强的耐磨性;(4)由于锌具有良好的延展性,其合金层与钢基附着牢固,因此热镀件可进行冷。
在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对钢基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防蚀作用更理想。(6)热镀锌后的件表面光亮美观。(7)纯锌层是热镀锌中富有塑性的一层镀锌层,其性质基本接近于纯锌,具有延展性,所以它富于挠性。



大型槽钢的进口量也在增加。主要生产 和地区为日本、俄罗斯、西欧。出口槽钢主要输往港澳地区。外观要求:槽钢的表面质量及几何形状的允许偏差在标准中有具体规定。一般要求表面不得存在用上有害的缺陷,不得有显著的扭转,规定槽钢波浪弯(镰刀弯)的允许值及各规格槽钢面形状的有关参数(h,t等)的数值、允差值。槽钢几何形状不正确的主要表现是:角、腿扩及腿并等。槽钢首要用于工程,厂房设置,机械设置,桥梁,高速公路,民房等;机械功能和物理功能好,安靖,节约能源和环保的成效.槽钢是一种经济型断面钢材,寻常用于财富、建造、桥梁、煤油钻井平台等方面,商场需要量突出复杂.槽钢是一种新式经济建造用钢.槽钢截面样式经济适宜,力学功能好,轧制时截面上各点外延较均衡、内应力小,以及泛泛工字钢对比,具备截面模数大、分量轻、节约金属的利益,可使建造结构减少30-40%.又因其腿内外侧平行,腿端是直角,拼装组合并零件,可节约焊接、铆接工作量达25%.常用于条件承截才调大,截面不变性好的大型建造(如厂房、高层建造等),以及桥梁、船舶、起重运输机械、设置根柢、支架、根柢桩等.由于剪切角度的影响。
当剪刃磨损后,在剪切两腿时,剪切质变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易呈现毛刺;三是上、下剪刃腿部斜度与槽钢废品孔型根本分歧,这样在剪切时腿部根本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易呈现槽钢剪切局部撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要缘由。改良措施针对上述3个问题,分别采取了相应措施。针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来进步冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切局部的温度,从而防止了因钢温高而形成的剪切缺陷。槽钢剪刃设计的根本根据是槽钢废品孔型外形,这种设计在剪切过程中易呈现以下问题:一是槽钢两肩部与其他局部相比。
当剪刃磨损后,在剪切两腿时,剪切质变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易呈现毛刺;三是上、下剪刃腿部斜度与槽钢废品孔型根本分歧,这样在剪切时腿部根本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易呈现槽钢剪切局部撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要缘由。改良措施针对上述3个问题,分别采取了相应措施。针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来进步冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切局部的温度,从而防止了因钢温高而形成的剪切缺陷。槽钢剪刃设计的根本根据是槽钢废品孔型外形,这种设计在剪切过程中易呈现以下问题:一是槽钢两肩部与其他局部相比。
