



弯管无缝钢管精工制作视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:弯管无缝钢管精工制作的图文介绍
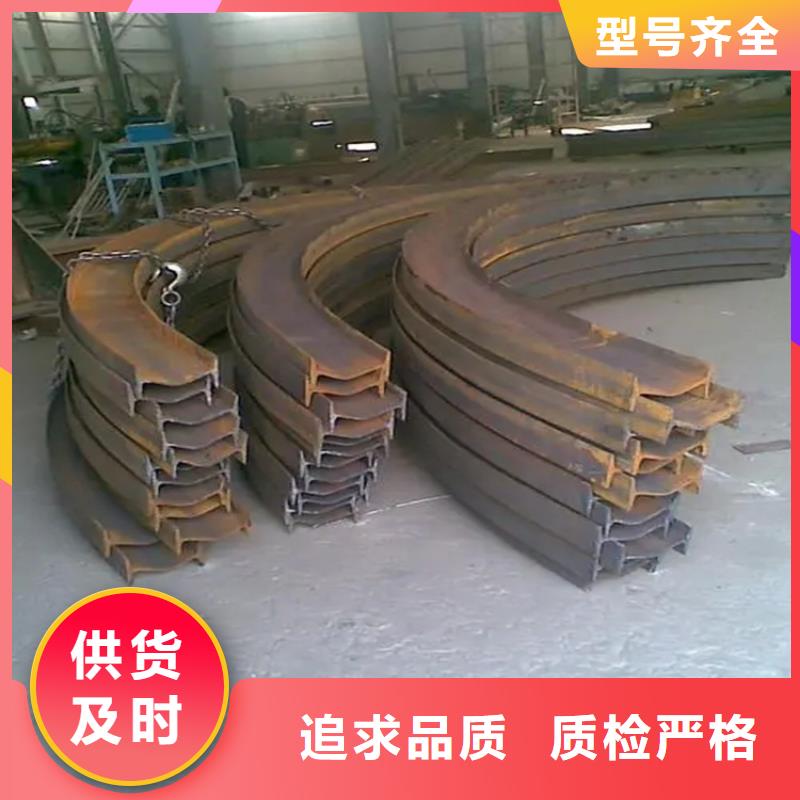
管件常见弯管方法及其7种弯管方式详解接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。辗压式旋转:用竖柱式或竖式弯曲机弯曲模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。带纠正的折弯:这类折弯方式水管不容易挤扁。芯轴式挤弯:这类挤弯一般为热挤拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。


如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。
在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。
因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。



弯管加工微裂纹产生是因为什么弯管加工,有关其,今日讲的关键点,不是来阐述其有关知识的,反而是来回应其好多个有关的常见问题,因为这个亦是其基本常识领域中的,因而都是会来开展学习、理解与把握的。因此,鉴于此,那下边,今天我们就通过互动问答这一方式,来实际开启和进行吧。问题一:90多度弯管加工,它的核算方式是怎么样的?90度弯管加工,其会计方法,在长度上,是其管径乘以3.14,即其开启长度。它的相对高度计算通常是根据左视图中的等分线和斜杠相交点之间的水平连接来打开的,直到打开图片中的相应点。难题二:弯管加工,它是归入哪些生产加工啊?弯管加工,它是归入五金加工,就是将管件开展形状变化,进而来抵达所市场需求的弧度。难题三:弯管加工,如何来报价的?弯管加工的价格,通常是根据其管经、薄厚及弯头绘画来完成的。弯管加工过程中展现缝隙原因剖析:中频弯管过程中产生的缺点以及防护微裂纹在电磁感应加热坎坷无缝钢管时,当超过必然水准的变形温度和必然水准的变型时,在弯头的外侧也会产生微裂纹。这几种情况都和被弯头材质相关。存低变型速度与调节剂感染力的类似成型环境下,数控弯管机在这样的情况下一切的坎坷工程施工都也许造成这些材料毁坏。5月中国弯头市场持续下滑,至月底受弯管加工价钱跌破危害展现加速征兆,弯头社会库存不断去化进程,兰格梳理指数值收至140水准下边。



目标:
公司做到:诚实守信,追求卓越。
产品做到:质量保证、客户至上、做优质优价的 江苏常州锻打圆钢产品。
开发做到:做到诚信沟通,考虑实际需求,本着互相提高、友好协作、力求创新,力求你的满意!
市场做到:品质是 江苏常州锻打圆钢产品的生命,管理出效益,培育市场!
管理做到:以人为本,珍重人才,服务行业、共同发展


弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。
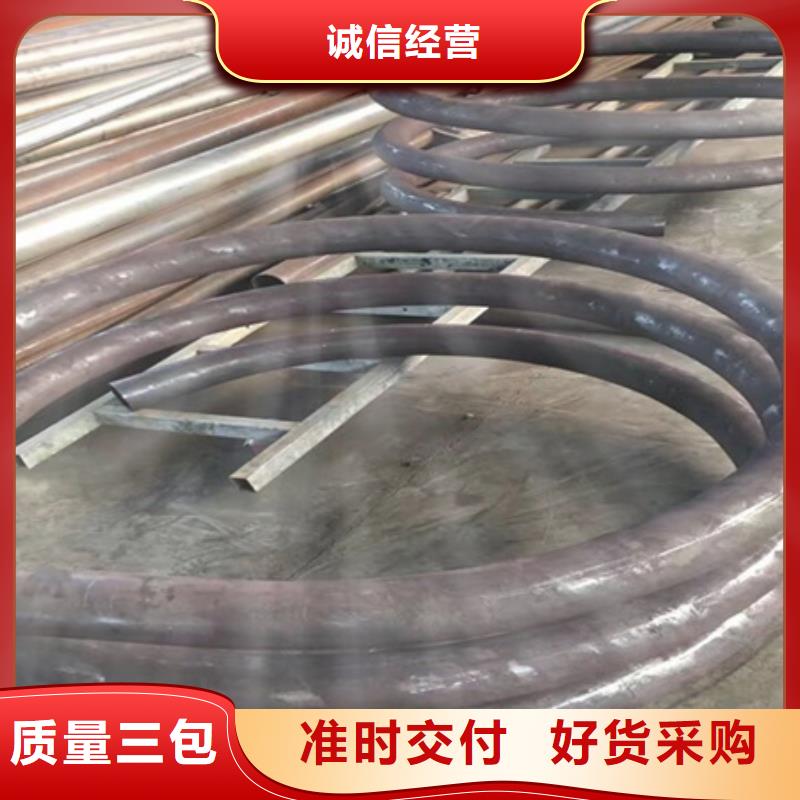
每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。
因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。
因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。


