


想要更直观地感受异型管,冷挤压严格把控质量产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:异型管,冷挤压严格把控质量的图文介绍


每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,河南安阳异型管由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。
河南安阳异型管成品,根据零件所生产形状,生产部门根据成形工艺规程与机械零件图进行零件制造,然后进行装配。通常不能欣苏设计图直接进行成形加工,而应根据设计图绘制出制造图,再按制造图进行成形加工达。
由于设计图绘制出的是零件成形加工完成后的终状态图,河南安阳异型管而制造图则是表示在制造过于某一工序完成时工件的状态,两者是有差异的。因此,在加工时需要根据制造图准备合退余局坯料,并进行预定的成形加工。准备好金属材料后,用祷造、锻造、机械加工、热处理等不同的成形加工方法膨翻工。零件成形加工完成后再装配成部件或整机。首先发生阳极溶解的原理进行抛光的一种电化学加工,又称为电抛光。电化学抛光时表面上形成一层薄厚不均的粘性薄膜,此薄膜具有很高的电阻,可以避免试件过渡腐蚀。



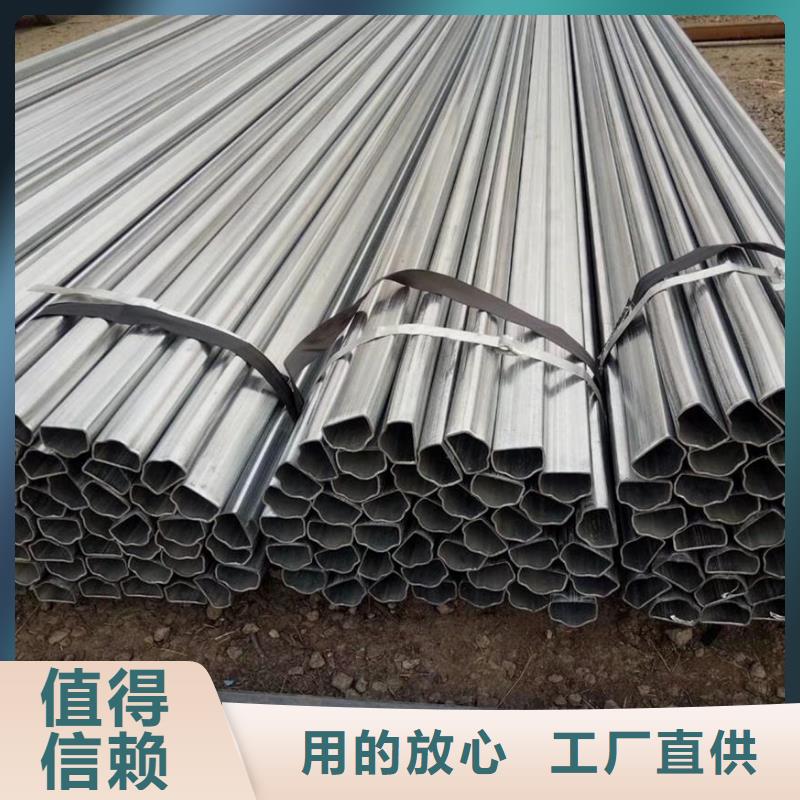
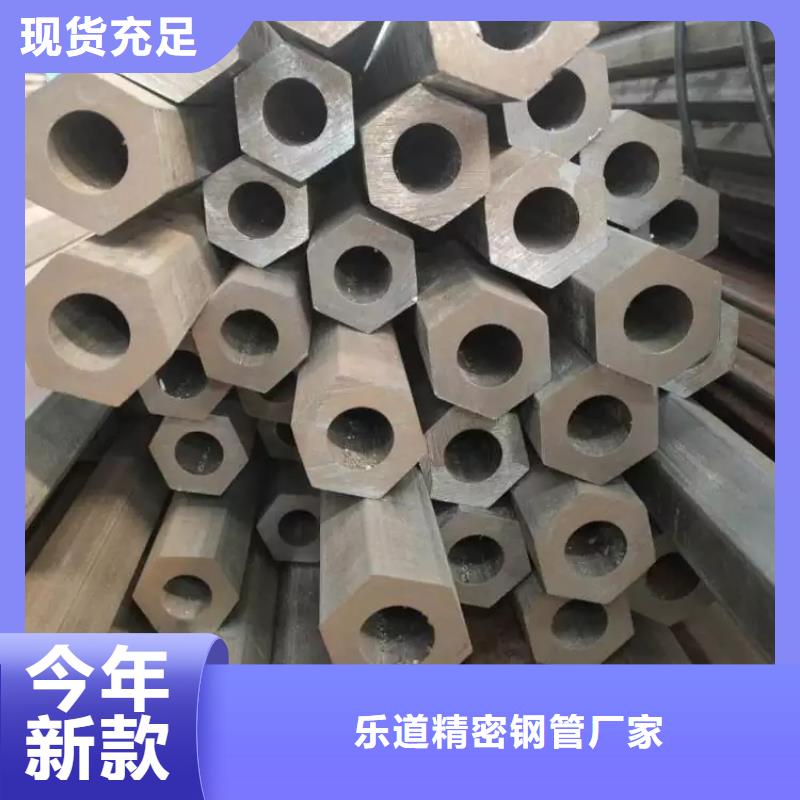
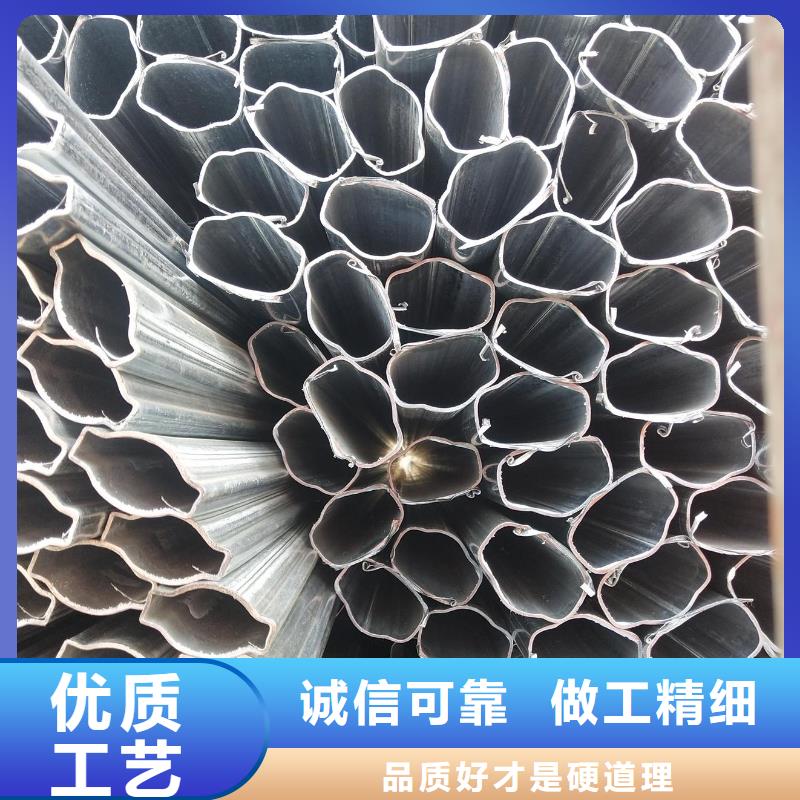
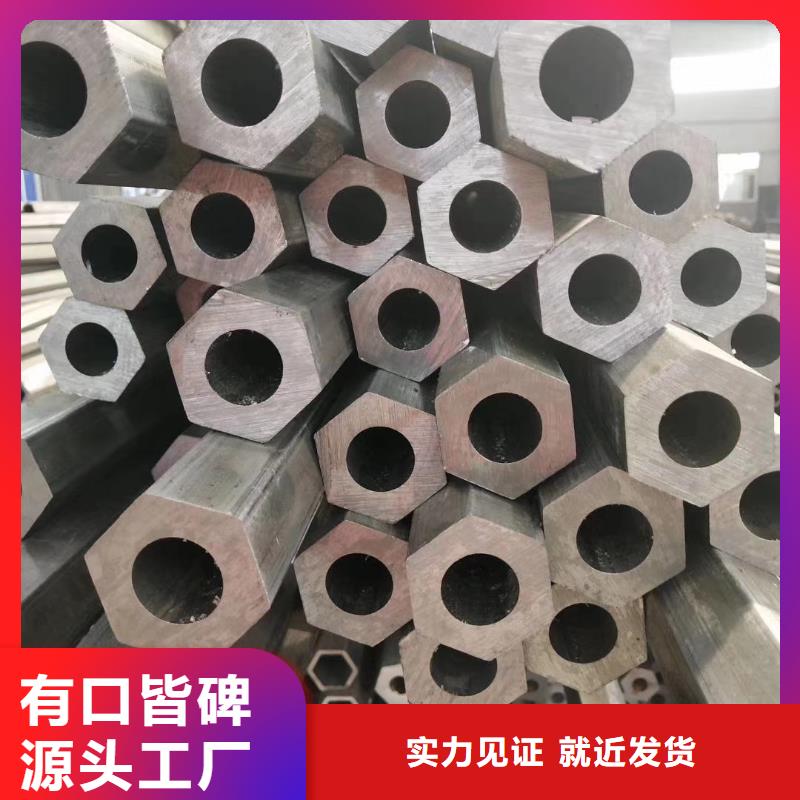
河南安阳异型管、椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、不锈钢花纹管、不锈钢U型钢管、D型管、
不锈钢弯管、S型管弯管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、
双凸形异型钢管、双凹形异型钢 不锈钢存水弯管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管、六角管、
八角管、十二角无缝管,无缝方管、矩形无缝钢管、椭圆管、D型管、半圆管、拱形管、三角形管等各种异形无缝钢管等。
生产河南安阳异型管所用的坯料,叫做管坯,合格的管坯是异型管生产的先决条件。由于斜轧穿孔的变形特点,对管坯质量(尤其是表面质量)提出了以下严格的技术要求:
河南安阳异型管径过大或椭圆度过大,会使异型管穿孔时咬入条件变坏,还会因管坯直径压缩量过大而促使内折的发生;

河南安阳异型管管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;
河南安阳异型管管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;
河南安阳异型管淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是 标准规定的结构钢末端淬火试验方法;
河南安阳异型管切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;


河南安阳异型管气体保护焊是利用外加气体作为保护介质的一种电弧焊的方法,异型管采用气体保护焊具有以下特点:(一)焊接过程操作方便,没有熔渣或很少有熔渣,焊后基本上蒙不需清渣;(二)气体保护焊电流密度大、弧光强、温度高,且在高温电弧和强烈的紫外线作用下产生高浓度有害气体,所以特别要注意通风;(三)有利于异型管焊接过程的机械化和自动化,特别是空间位置的机械化焊接;(四)引弧所用的高频振荡器会产生一定强度的电磁辐射,接触较多的焊工,会引起不适症状;(五)在室外作业焊接异型管时,需设挡风装置,否则气体保护效果不好,甚至很差;(六)电弧和熔池的可见性好,焊接过程中可根据熔池情况调节焊接参数;(七)电弧在保护气流的压缩下热量集中,焊接速度较快,熔池较小,热影响区窄,异型管焊后变形小。



乐道精密钢管厂家有限公司主要从事 河南安阳D形钢管,公司坐落于国联金属市场168号,公司技术雄厚,生产设备先进,公司建立以来一直秉持“以人为本,勇于创新,追求卓越,互利共赢”的企业理念。质量是企业生命的原则,实行员工参与的质量管理方针,对于产品的制造,我们不会仅以达到标准就得以满足,停止脚步。而是在允许的范围内超越标准,向客户提供更为优质的产品与服务。


河南安阳异型管粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,椭圆管重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
河南安阳异型管焊接引弧斑痕。椭圆管焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,椭圆管留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
河南安阳异型管焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。椭圆管焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。



