
想要更直观地了解Q355D矩形管、Q355D矩形管直销厂家产品吗??产品视频,带你走进产品世界
以下是:Q355D矩形管、Q355D矩形管直销厂家的图文介绍

湖南株洲方管分类按生产工艺分:热轧无缝方管、冷拔无缝方管、焊接方管、挤压无缝方管。按表面处理分: 热镀锌方管、 电镀锌方管、涂油方管、酸洗方管按材质分: 普碳钢方管、低合金方管。普碳钢分为:Q195、Q215、Q235、SS400、20#钢、45#钢等;低合金钢分为Q345、16Mn、Q390、ST52-3等。按断面形状分类:(1)简单断面方管——方形方管、矩形方管(2)复杂断面方管——花形方管、开口形方管、波纹形方管、异型方管按用途分类——装饰用方管、机床设备用方管、机械工业用方管、化工用方管、钢结构用方管、造船用方管、汽车用方管、钢梁柱用方管、特殊用途方管按壁厚分类—— 超厚壁方管、厚壁方管和薄壁方管湖南株洲不锈钢方管是工业生产中常用的材料之一。不锈钢方管具有耐腐蚀、耐高温、机械性能好、易于加工成型和焊接等特点。不锈钢方管的种类很多:有201、202、304、304l等材料的不锈钢板;有317、316l、310s和310c等。什么是冷轧?冷轧是指在室温下将钢板进一步轧制到小于0.2mm的冷变形过程,其目的是铸锭状态下的缺陷,经过进一步退火获得低合金高强度钢的过共晶组织或获得固定尺寸的成品钢所需的晶粒和尺寸精度。什么是热扎?热扎是一种冲压工艺,在加热炉中把钢板加热到一定温度,然后在轧辊式连续机组上打孔。什么是矫直?矫直是指通过一定的装置使不平或不直的金属板达到所需的直线度的过程。什么是拉拔?拉拔是一种成型方法,它利用模具对金属线施加外力,使其产生塑性变形,从而改变其机械性能。 什么是挤压?挤压是一种压力加工方法,使用压力机来减少板材的横截面积,增加单位长度


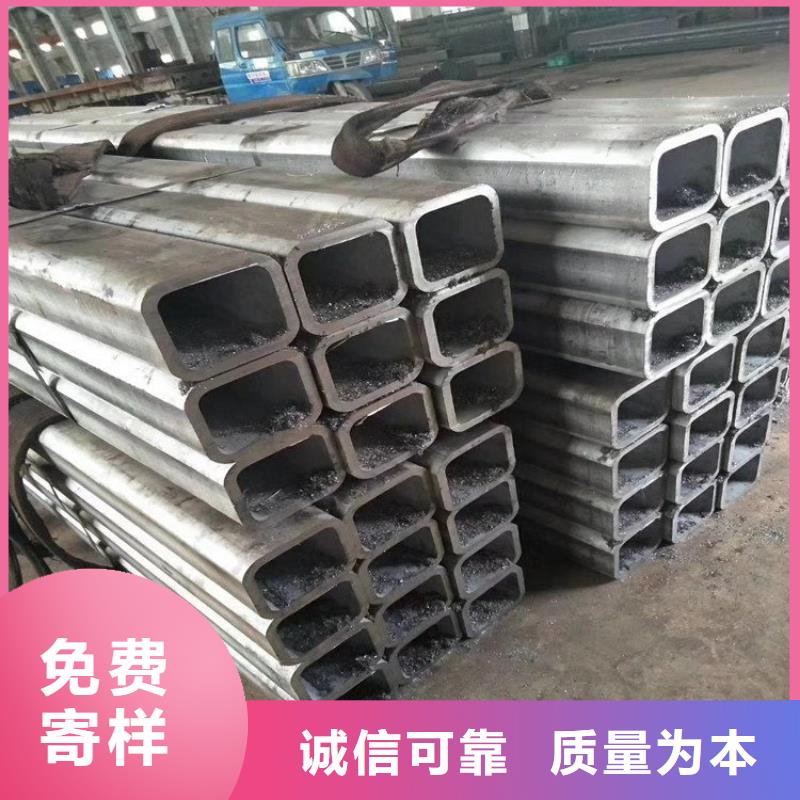
湖南株洲无缝方管,是方形管材和矩形管材的一种称呼,也就是边长相等和不相等的钢管。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。湖南株洲方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的10%湖南株洲方管应用领域:广泛应用于机械制造、建筑业、冶金工业、农用车辆、农业大棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰以及钢结构领域等。



1、劣质的湖南株洲方管因为加工的不到位,表面会产生很多的毛刺,而这些毛刺又会很容易刮伤管材表面,因此个鉴别方法就出来了,表面上有很多划痕的就是质量不好的。2、劣质湖南株洲方管厂家为了达到大的负公差会将产品加工时的压下量加大,,这样会导致成品的横筋细而且低,所以如果发现方管有这样的情况的话不要买。3、湖南株洲方管之所以成为方管是因为方管的横截面是方形的,而劣质的方管在这方面加工的不到位会使房管的横截面呈现椭圆形。4、劣质方管基本上都不能够达到标准的尺寸,所以再购买时用专业的尺子量一下就可以进行简单的分辨了。只要方管出现以上介绍的情况就说明是劣质的方管材料,可以将这些方管挑出来。



万方金属材料有限公司作为中国【湖南株洲45#无缝钢管】市场的企业,“本着“服务至上,拒绝假货,打造品牌”的经营理念,坚持以“技术”做为企业竞争力,以“服务”作为企业的生命力。不断从国内外各界引进【湖南株洲45#无缝钢管】相关的新技术和新产品,不断的寻求和优化【湖南株洲45#无缝钢管】解决方案。追求更完美的组合。帮助客户和合作伙伴取的更卓越的成功。


湖南株洲方管矩形管用于建筑,机械制造,钢铁建设项目, 造船,太阳能发电支架,钢结构工程,电力工程,电厂,农业和化学机械,玻璃幕墙,汽车底盘,机场等。Q345无缝矩管的使用率非常高,但是一般施工方在施工前,对管材、管件、橡胶圈等做一次外观检查,发现有问题的要放弃使用。1、清理Q345无缝矩管管口:将承口内的所有杂物擦洗干净。2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。4、下管:应按下管的要求将Q345无缝矩管下到槽底,通常采用人工下管法或机械下管法。5、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的Q345无缝矩管部位再次污染。6、顶推Q345无缝矩管使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。

