





深入了解酸洗钝化钢管喷漆加工产品,一部视频就够了,快来观看!
以下是:酸洗钝化钢管喷漆加工的图文介绍
博辉钢铁有限公司是一家专注从事 陕西D400重型方井盖生产制造的企业,拥有良的生产设备,拥有高素质的职工队伍。公司主导产品为 陕西D400重型方井盖。公司产品畅销国内20多个省市自治区。本公司一直以质量求生存,以诚信求发展,客户需求是我们不懈的追求! 本公司坚持"团结,求精,,务实"的工作原则,本着"以质量求生存,以信誉求发展"的经营理念。


陕西 酸洗钝化无缝钢管的冷轧生产加工分析技术性自20个世纪80时代中后期逐渐普遍选用比较有限因素法(FEM),近期随着着电子计算机輸出的发展趋势,分析技术性已由二维向三维的高級形变分析发展趋势。从而了商品的外形尺寸精密度和品质,下列详细介绍具备象征性的分析技术性。1拓宽冷轧的分析技术性芯轴连冷拔机选用芯轴和孔型辊开展冷轧,因而与板冷轧不一样,在热轧带钢圆上方位上普遍存在着热轧带钢和芯轴沒有触碰的任意形变区。因为该随意形变区是在下一个声卡机架上被冷轧,因而为正确认识芯轴连冷拔机的综合性特点,对包含随意形变区以内的形变开展预估是很重要的。这类错综复杂的形变预测分析假如选用之前的高速缓存完成优化算法是没法得到高的精密度,因而就必须高精密的分析。充分考虑冷轧方位剪截形变,选用一般扩大平面图形变分析开展类似三维分析。結果得知,测算值和试验值较一致。近期,伴随着电子计算机技术的发展趋势,加速了彻底三维比较有限因素法分析技术性的开发设计,它还能用以陕西声卡机架间支撑力危害的分析和热轧带钢与精轧管的速率差的分析。2口模冷轧的分析技术性选用口模冷轧时因为里面沒有专用工具,因而在冷轧薄壁高溫合金管时轧材的里面样子不齐整。选用三辊式热连轧时,轧板的里面样子呈六角形。根据选用三维比较有限因素法分析,确立了这类里面边角状况的产生原理和应采用的防范措施。在选用贴近正圆的椭圆形率=0.986的板孔时可以得到基本上匀称的厚度,但在选用贴近正圆的椭圆形率=0.960的板孔的时候发生清楚的里面六边角。选用本分析能预测分析用支撑力减径机冷轧时壁厚酸洗钝化无缝无缝钢管的转变,搞清了热轧带钢板孔特点和声卡机架间的支撑力对里面六边角的危害。



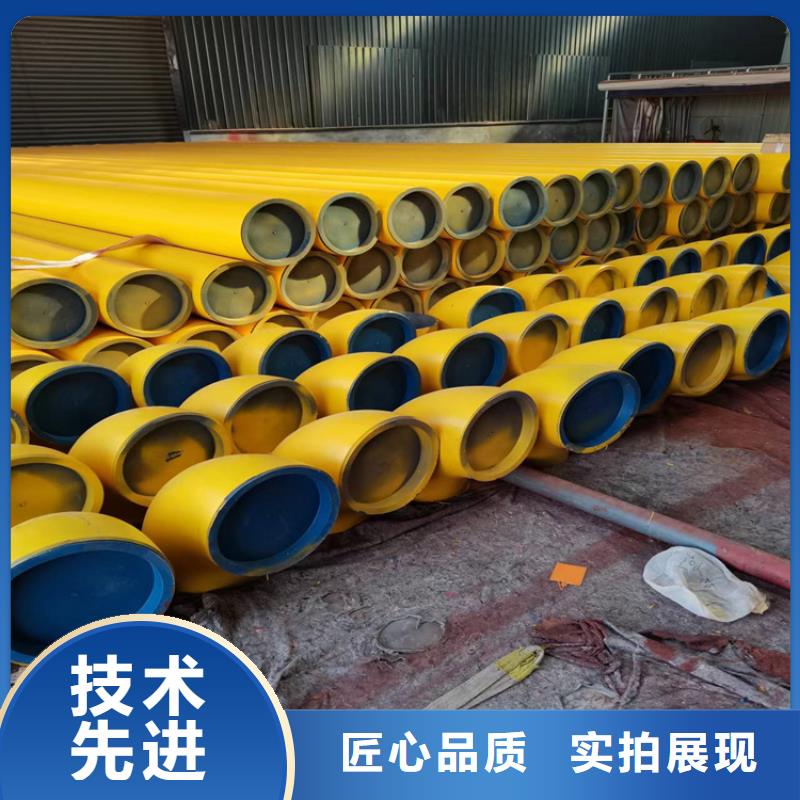
陕西 待酸洗钝化无缝钢管桩施工结束后,人力往桩内灌沙至桩顶,并在钢板桩上方加焊桩盖,与此同时在外面壁加焊8~12根20mm的钢筋锚固建筑钢筋。酸洗钝化无缝钢管施工技术酸洗钝化无缝钢管生产工艺流程:(1)原料即热轧带钢卷,焊条,助焊剂。在资金投入前必须通过严谨的理化检测。(2)热轧带钢首尾连接,选用拉丝或双丝电弧焊接,在叠成无缝钢管后使用自動电弧焊焊补。(3)成形前,热轧带钢通过矫平、剪边、刨边,表层运输和予弯边解决。(4)选用电接点压力表操纵皮带输送机两侧压下液压缸的工作压力,保证了热轧带钢的稳定运输。(5)选用外控或内部控制辊式成形。(6)选用焊接空隙操纵设备来确保焊接空隙能够满足电焊焊接规定,管经,错边量和焊接空隙都获得严谨的操纵。(7)内焊和外焊均选用美国林肯直流焊机开展拉丝或双丝电弧焊接,进而得到平稳的激光焊接品质。(8)焊好的焊接均通过线上持续超音波全自动伤仪查验,确保了100%的螺旋式焊接的无损检测技术普及率。若有缺点,全自动警报并喷漆标识,生产制造职工以此随时随地调节加工工艺主要参数,立即缺点。(9)选用气体等离子切割机将无缝钢管切割成单条。(10)切割成单条无缝钢管后,每次无缝钢管都需要开展严苛的全检规章制度,查验焊陕西 接的物理性能,有机化学成分,融合情况,无缝钢管表层质量及其通过无损探伤检测,保证制管加工工艺达标后,才可以宣布资金投入生产制造。(11)焊接上面有持续声波频率探伤检测标识的位置,通过手动式超声和X射线复诊,如确实有缺点,通过修复后,再度通过高质量检测,直到确定问题早已。(12)热轧带钢对接焊焊接及与螺旋式焊接交点的丁型连接头的所属管,所有通过X射线电视机或拍片子查验。(13)每根无缝钢管通过静水压力实验,工作压力选用切向密封性。实验工作压力和時间都由无缝钢管压力微型机检验设备严控。实验主要参数全自动打印记录。(14)液压钢管机械加工制造,使内孔垂直角度,坡嘴角和钝边获得操纵。



陕西酸洗钝化无缝钢管具体流程(工艺流程) 钢管→酸洗→磷皂化(即润滑)→还有***次冷拔,需不需要退火就看是什么钢种了。一般低碳钢是不需要退火的,次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。***质量要求高的做酸洗钝化处理。钢管酸洗钝化的道理 钝化金属经氧化性介质处置后,其侵蚀速度比本来未处置前有明显下降的景象称金属的钝化。 其钝化机理首要可用薄膜理论来分析,即以为钝化是因为金属与氧化性介质效果,效果时在金属外表生成一种十分薄的、致密的、掩盖功能优越的能中固地附在金属外表上的钝化膜。这层膜成自力相存在,凡间是氧和金属的化合物。它起着把金属与侵蚀介质完全离隔的效果,避免金属与侵蚀介质直接接触,然后使金属根本中止消融。主要技术指标1 外观透明液体2 配制浓度(%) 503 总酸度(点) 480~5704 处理温度(℃)常温5 处理时间(min) 5~256 磷化方式浸渍、涂刷4陕西工艺流程去除严重油污除油、除锈、磷化、钝化、干燥、水洗、钝化、清洗5 配制与维护5.1 配制方法:本品系工作液,将槽体清洁干净后直接将本品倒入即可使用。5.2 按期打捞槽底沉渣、液面油污或翻槽。5.3 当处理效果明显下降时,应补充磷化剂使指标在规定范围内。5.4 使处理的工件与液体作相对运动。5.5 磷化膜***干燥以前,应禁止手摸、雨淋或沾水。5.6 处理槽用玻璃钢、不锈钢、聚氯乙烯板等耐酸材料制作。


