以下是:离心球墨铸铁管量大从优的产品参数
| 产品参数 |
|---|
| 产品价格 | 3000/吨 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 100万吨 |
|---|
| 运费说明 | 现付 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | K9 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 球墨铸铁 |
|---|
| 产品品牌 | 鑫福兴 |
|---|
| 产品规格 | DN80-DN1400 |
|---|
以下是:离心球墨铸铁管量大从优的图文视频
离心球墨铸铁管量大从优,鑫福兴管业有限公司专业从事离心球墨铸铁管量大从优,联系人:桂经理,电话:17335861688、13100067565,QQ:215134291,发货地:南村镇牛匠村发货到湖南省 长沙市 芙蓉区、天心区、岳麓区、开福区、雨花区、望城区、宁乡市、浏阳市,以下是离心球墨铸铁管量大从优的详细页面。 湖南省,长沙市 长沙市是首批历史文化名城,历经三千年城名、城址不变,有“屈贾之乡”、“楚汉名城”、“潇湘洙泗”之称。有马王堆汉墓、四羊方尊、三国吴简、岳麓书院、铜官窑等历史遗迹。凝练出“经世致用、兼收并蓄”的湖湘文化。长沙既是清末维新运动和旧民主主义革命策源地之一,又是新民主主义的发祥地之一。走出了黄兴、蔡锷、刘少奇等名人。
我们的现场实拍视频将带您走进离心球墨铸铁管量大从优产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:离心球墨铸铁管量大从优的图文介绍


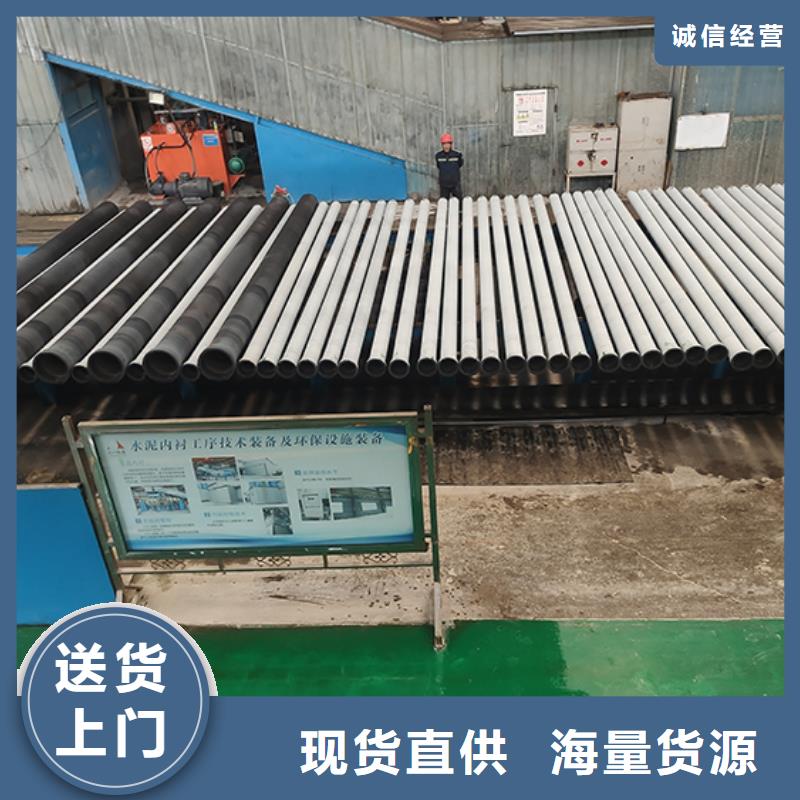
球墨铸铁管的质量控制与生产工艺是密切相关的,本文就这方面介绍一下。精选原材料球墨铸铁管的质量同原材料-生铁的成分密切相关。我们精选低磷低硫的生铁,并对每批原材料进行检测,确保碳、磷和硫等元素的含量符合要求。铁水球化铁水中加入球化剂进行球化处理,调整成份以达到工艺要求。铁水质量控制在铁水制备过程中每一环节都要对成分和温度进行严格的控制。每一炉铁水都要经过成份分析,使铁水完全符合离心浇铸的要求。离心浇铸采用水冷金属型工艺和离心机进行浇铸。冲天炉的铁水经电炉升温和球化处理后被连续地浇进高速旋转的管模中,并通过水冷却使铁水凝固形成球墨铸铁管。品质控制浇铸好的球墨铸铁管立刻进行铸造缺陷的表面检测,确保离心浇铸出的球墨铸铁管的质量。退火处理合格的球墨铸铁管随后进入退火炉,经过充分的退火以获得球墨铸铁所需要的金相组织结构。性能检测退火后的球墨铸铁管立刻进行外观检验、硬度试验、金相试验和拉力试验,不符合要求的管子予以报废。称重我们对每根球墨铸铁管进行称重,保证管子的重量符合质量标准要求。修磨我们对从退火炉出来的每根球墨铸铁管进行内外表面缺陷的检验,并且对每根管子的承插口进行打磨和清理。水压试验我们对每根球墨铸铁管进行水压试验,确保管子不渗水。水泥涂衬我们对每根球墨铸铁管的内壁进行水泥涂衬,保证水质不受污染。养生水泥涂衬之后的球墨铸铁管要进行一段时间的养生。喷锌根据用户要求可对每根球墨铸铁管进行外表面喷锌处理。沥青漆喷涂我们对每根球墨铸铁管进行沥青漆外涂,以达到防腐和美观外表的作用。铸造精密的产品满足如下要素:◎ 优质的生铁、浇铸温度合适、铁水流动性能好。◎ 高质量的管道需要高质量的精整线,例如喷锌、内外涂层以确保高防腐性能。◎ 需要好的质量控制和检测手段,以确保接口尺寸、管壁均匀。◎ 同时还要对壁厚和压力进行校验。球墨铸铁管生产工艺特点◎ 采用先进的冲天炉-电炉双联工艺,有效保证铁水的成份和浇注温度。◎ 采用水冷金属型离心浇注技术,可限度地降低长管产生的挠度和变形,保证铸件的均匀性和致密性。◎ 铸管成形后经过退火处理,获得稳定均匀的金相组织,保持较高的延伸率。◎ 为提高防腐性能,对管子表面喷锌并涂沥青漆。◎ 每根管子都进行严格的水压试验。◎ 对用于输送气体的球墨铸铁管每根进行气密性试验。



鑫福兴管业有限公司可以根据客户的 湖南长沙DN600球墨铸铁管产品特性,设计客户专属的 湖南长沙DN600球墨铸铁管产品规格,以降低客户的材料成本、提高生产效率。 公司宗旨:专业订制,为客户节省材料成本、节省加工时间、节省人力成本,进而降低产品成本,提高竞争力! 质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。


#K9球墨铸铁管#是指用18号以上的铸铁水加入球化剂后,由离心球墨铸铁机高速离心铸造而成的管道,称为球管、球铁管和球墨铸铁管。主要用于自来水输送,是自来水管道的理想选择。铸铁钢管的本质是球墨铸铁管。由于球墨铸铁管具有铁的本质和钢的性能,因此被称为球墨铸铁管。球墨铸铁管中的石墨为球形,一般尺寸为6-7级。质量要求铸铁管的球化等级控制在1-3级,球化率≥80%,因此材料本身的机械性能得到了很好的提高,具有铁的本质和钢的性能。退火球墨铸铁管的金相组织是铁素体和少量珠光体,具有良好的机械性能,铁钢管。



球墨铸铁管施工过程中,下管质量的好坏决定着运行的可靠性、质量等多方面因素,按照球墨铸铁管的特点与特性,建议采取如下形式的下管操作:1、下管:应按下管的要求将球墨铸铁管下到槽底,通常采用人工下管法或机械下管法。2、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先 球墨铸铁管将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,并保证承口四周外沿至胶圈的距离一致。3、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,确保胶圈各个部分不翘不扭,均匀地卡在槽内。


球墨铸铁管退火炉是球墨铸铁管的重要设备,由于炉型较大,长度在36m以上,宽度约8m,炉门较多,冷却段又要进行强制性冷却,因此炉子热量损失大,热耗高,能源浪费严重。造成热耗高的原因主要有工艺不合理造成球铁管在炉内的热焓增量偏大、炉子热效率低和燃料的选用不合理等。山东球墨铸铁管有限公司(简称铸管公司)针对这几个方面,对退火炉进行了多次改造,并制定了相应的措施,使吨管能耗显著降低,节能效果显著。2节能措施2.1 降低球墨铸铁管在退火炉内的热焓增量球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。2.1.1 合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,特别是小口径的管子可以适当降低加热段炉气温度。2.1.2 提高球铁管的入炉温度 在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。2.2 提高退火炉的热效率对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。2.2.1 确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间



在湖南省长沙市采购离心球墨铸铁管量大从优请认准鑫福兴管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:桂经理-13100067565,QQ:215134291,地址:南村镇牛匠村)。