


想要真正了解小口径珩磨管产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
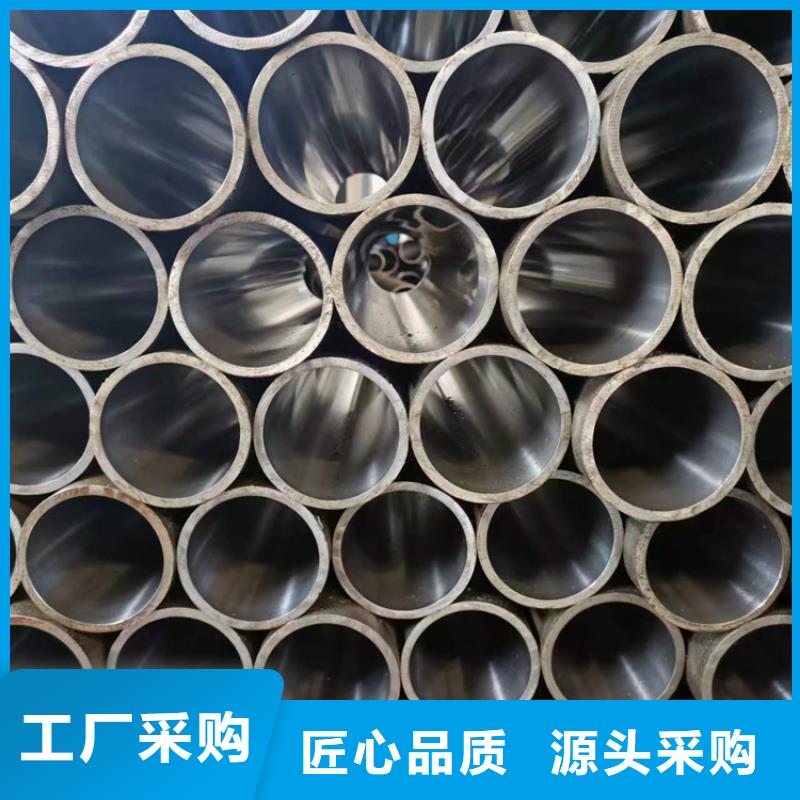
以下是:小口径珩磨管的图文介绍


广东江门珩磨管油缸管绗磨管在工艺上绗磨工艺就是珩磨机进行深孔绗磨的珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种加工方法。绗磨加工时珩磨时利用珩磨头圆周上的一条或多条油石,同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件来回运动,实现绗磨。而滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加适量的压力,硬度和强度增加,从而改变了工件表面的耐蚀性和配合性。滚压管是一种无切削的塑性加工方法。滚光管的表面硬度比珩磨管高,增加了使用寿命。滚光管加工时间大大的缩短了,批量生产更加快捷。滚光管比珩磨管的直线度和精度大大的提高了。我厂专业生产销售:绗磨管、油缸管、气缸管、无缝管,冷拔油缸管、冷拔精密钢管、绗磨管、油缸专用管等,广泛用于汽车配件、摩托车配件、农业装备配件、工程机械、电机外壳、健身器材、家具制造等。技术条件为:内孔精度H3—H8,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#、45#、16Mn、304不锈钢、316L不锈钢、27SiMn及部分低合金钢,标准GB8713-88。规格为直径25-350mm,长度为2-12M的各种类型绗磨管,非标一支可定制。
山东熙达液压科技有限公司期待着与您的精诚合作!咨询电话:17706353138



多年来 广东江门不锈钢油缸管产品销售与全国各地,客户满意是安达液压机械有限公司评定产品质量的好高标准,持续向客户提供满意的产品是安达液压机械有限公司永无止境的追求。

广东江门珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍滚压管
1、 结构分析:
1、 φ50mm×770mm本身的圆度公差为0.005mm。
2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。
3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。
4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。
5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。

