

我们的酸洗纯化无缝钢管销售产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:酸洗纯化无缝钢管销售的图文介绍


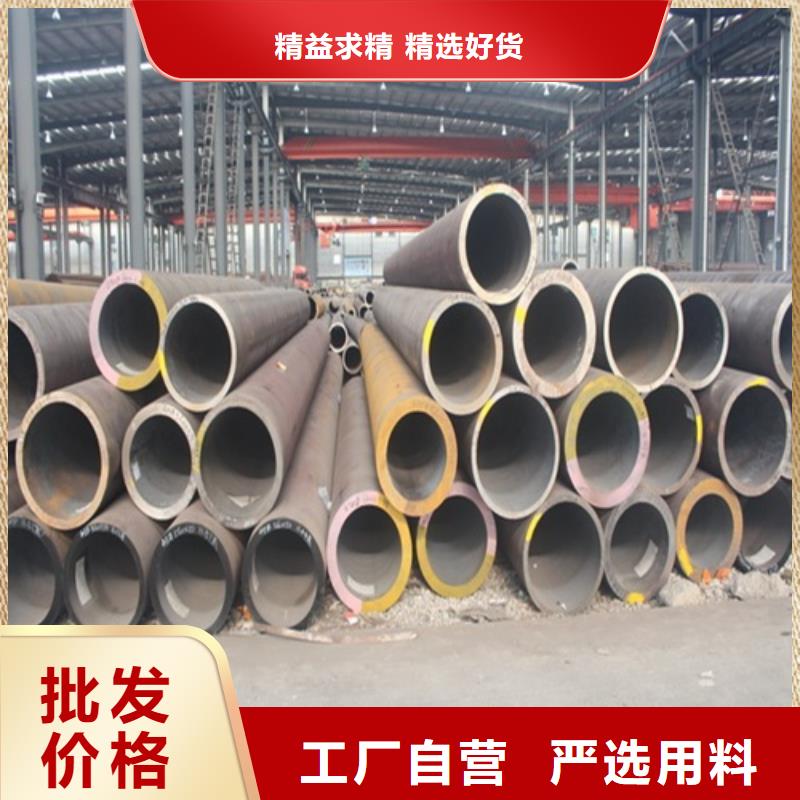
外径小的无缝钢管,就可以称为辽宁辽阳小口径无缝钢管,小口径无缝钢管还可以分为:无缝小口径钢管和直缝(也可以称为焊接)小口径无缝钢管,一般在钢管的外径89mm以下的,4mm以上的;都可以统称为小口径无缝钢管。 辽宁辽阳小口径无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。 按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等, 热轧无缝管一般在自动轧管机组上生产。 实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径或减径机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



鹏鑫钢铁有限公司是一家从事 辽宁辽阳无缝钢管的公司。公司库存充足,可随到随提,规格齐全,价格合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,追求更好,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。凭借与国内外各大 辽宁辽阳无缝钢管建立的良好信誉与战略合作关系,我们取得了稳定的产品资源优势。同时,借助的运营体系和专业的市场管理,力求为国内外客户提供快捷而优质的服务。
本公司主要经营 辽宁辽阳无缝钢管等各种产品,特殊规格的产品可订做。真诚地希望与您携手共创辉煌,欢迎您的光临。


45#无缝钢管具体介绍: (1)模具钢的特性常用中碳调质结构钢。该钢冷塑性一般,退火、正火比调质时要稍好,具有较高的强度和较好的切削加工性,经适当的热处理以后可获得一定的韧性、塑性和耐磨性,材料来源方便。适合于氢焊和氢孤焊,不太适合于气焊。焊前需预热,焊后应进行去应力退火。 正火可改善硬度小于160HBS毛坯的切削性能。该钢经调质处理后,其综合力学性能要优于其他中碳结构钢,但该钢淬透性较低,水中临界淬透直径为12-17mm,水淬时有开裂倾向。当直径大于80mm时,经调质或正火后,其力学性能相近,对中、小型模具零件进行调质处理后可获得较高的强度和韧性,而大型零件,则以正火处理为宜,所以,此钢通常在调质或正火状态下使用. (2)供货状态及硬度 未热处理态,硬度<229HBS;退火态,硬度<197HBS. (3)标准GB/T 699-88钢的化学成分(质量分数, %) C 0.42-0.50, Si 0. 17~0.37, Mn 0.50~0. 80,P≤0.035, S≤0. 035, Ni≤0.30,Cr15, Cu≤0.25. (4)参考对应钢号 我国GB标准钢号45 (5)临界点温度(近似值) Ac1=724℃, Ar1=780℃, Acm=770℃, Ar3=751℃,Ar1 = 682℃, M s= 300℃。 (6)冷压毛坯软化处理规范 温度740~760℃,保温时间4~6h,再以5-10℃/h的冷速,随炉降至温度<600℃,出炉空冷。 处理前硬度<197HBS,软化后硬度<156HBS. (7)正火规范 正火温度850~870℃,正火后硬度170~217HBS. (8)调质处理规范 淬火温度840℃±10℃,水冷淬火;回火温度600℃±10℃,出炉空冷。 (9)典型应用举例 ①适用于冷冲压模具楔块、螺钉、垫板等。 ②其他各种冷作模具的零件, ③适用于制造强度要求较高,又要求一定硬度和韧性的各种扳手等工具。 ④用作热锻、压铸、热冲压等热作模具的零件。



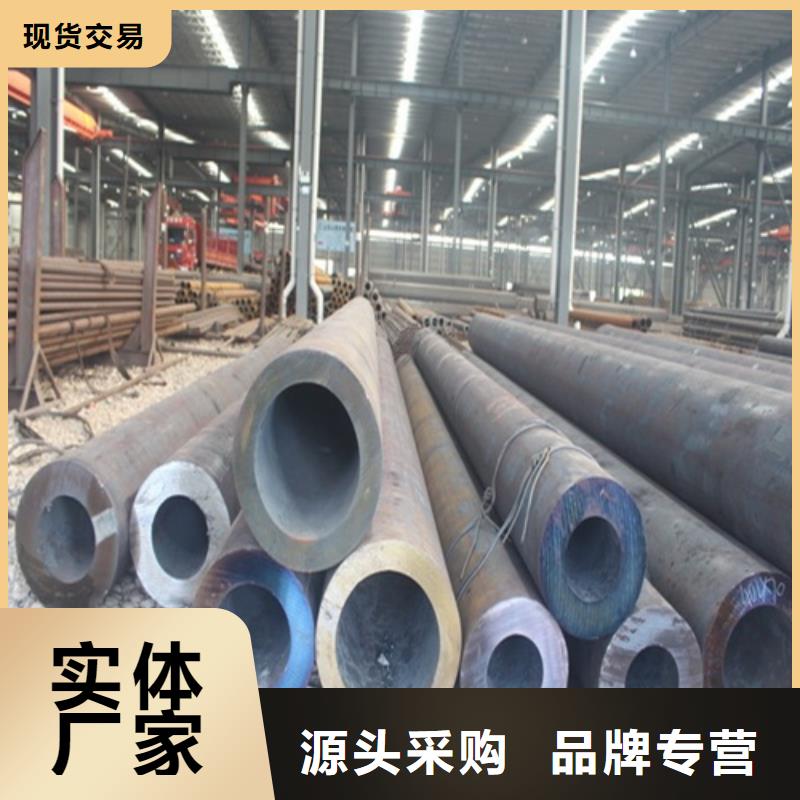
厚壁无缝钢管的防腐工作? 厚壁无缝钢管的一般应用必须做相应的防腐防锈处理工作,一般防腐工作分为三个过程,下面我为您详细说明: 1.管道防锈处理。 涂漆前,管道表面应油污.炉渣.锈迹.锌灰。产品质量标准为Sa2.5级。 2.管道表面防锈处理后,涂面漆,中间间隔时间不超过8小时。涂面漆时,基准表面应干燥易怒。面漆应均匀、圆润,无凝块和气泡。管道两侧不得在150~250mm范围内刷涂。 3.面漆干固后,涂上油漆并捆扎玻璃纤维布,面漆与油漆之间的间隔不超过24小时。 厚壁无缝钢管在整个应用过程中,表面有时会遇到横裂的情况,造成这种情况的原因有很多,下面我给大家做一个详细的分析。 如果厚壁无缝钢管在整个空拔过程中变形较小,内外表面会引起压力内拉的额外应力。此时,由于变形渗透性差,外表面扩张的发展趋势大于内层,因此外表面会引起额外的压力应力,内表面会引起额外的拉应力。如果内表面的额外拉应力影响很大,基本上拉应力和额外进行应力可以加在我们一起,会超过厚壁无缝钢管的抗压强度,导致内表面水平开裂。 在相应的结构力学标准下,减少厚壁无缝钢管生产加工过程中塑性变形的各种因素将提高内横裂的机会。因此,在生产厚壁无缝钢管时,淬火质量。去除碱性脆性非常重要。 在整个空拔过程中,除了额外的径向应力外,还有额外的径向应力。纵向裂纹是由空拔过程中引起的额外径向拉应力引起的。