

想知道【绗磨管珩磨管定制不额外收费】产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:【绗磨管珩磨管定制不额外收费】的图文介绍
九冶管业有限公司遵循:“互信、互利、平等、协作”的和谐共赢合作原则,让每一次 河北油缸管合作使我们的每一位客户都能尽量做到满意;
倡导:“科学,简捷,耐劳,谦虚”的工作原则,使我们的每一位客户能省心、省力、省时的完成每一次合作。
河北油缸管客户的满意是我们的期望,客户的期望是我们的追求。

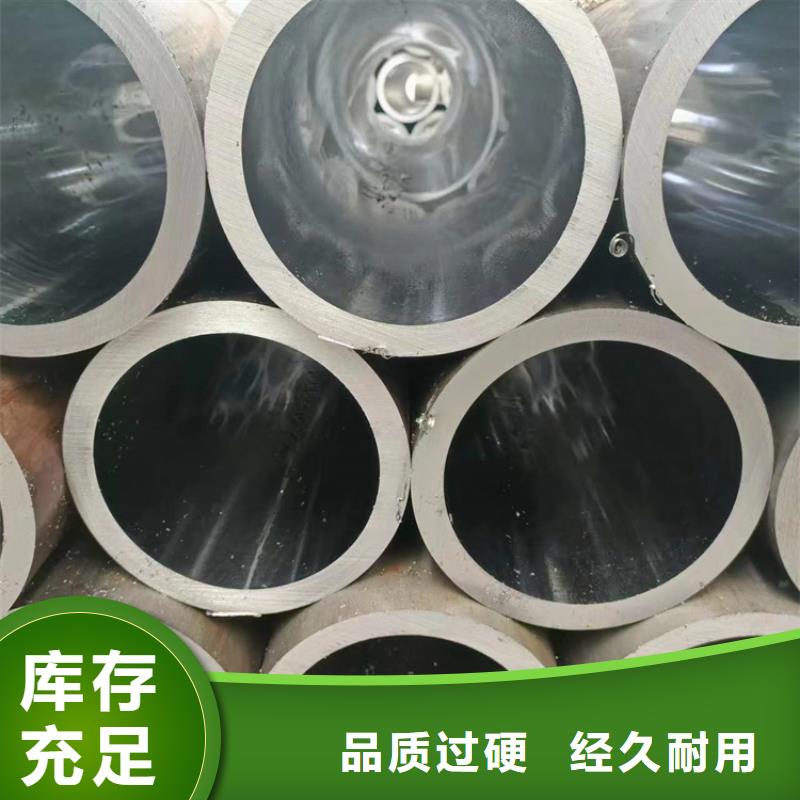
小口径绗磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×负偏差=(D 小-D 公)/D 公×外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×负偏差(-△S)= 壁厚公差范围=正偏差+负偏差


其中自动化研磨又包括使用电力或者超声波的研磨方式来完成生产任务。好的生产工艺,对于生产效率的提高是必然的,近年来,绗磨管我们使用以上几种研磨方式来生产研磨管,获得了很大成效,对于内圆外圆的研磨已经不再是问题,相信在我们不断的努力中,一定能取得更好的工艺发展。珩磨管的日常工作原理主要是通过砂带上的沙粒产生一定的压力,在一定转速之下进行的表面研磨。通过砂带的上下移动对工件的上下表面来回磨削,达到一定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理。



无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象, 滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。 绗磨管几大优点:1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。 2、修正圆度,椭圆度可≤0.01mm。 3、提高表面硬度,使受力变形,硬度提高HV≥4° 4、加工后有残余应力层,提高疲劳强度提高30%。 5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。


