






金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类。
熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。
钎焊是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到高于钎料熔点、低于工件熔点的温度,利用液态钎料润湿工件,填充接口间隙并与工件实现原子间的相互扩散,从而实现焊接的方法。



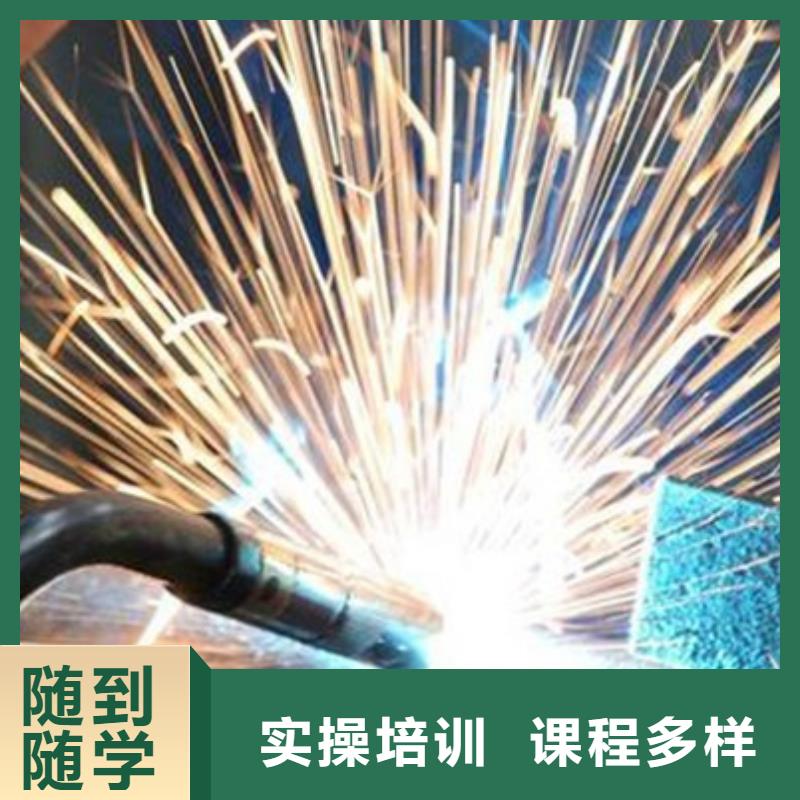
焊接培训之电弧的性质及引燃方法
焊接培训时将焊条与焊件接触后很快拉开,在焊条端部和焊件之间立即会产生明亮的电弧,电弧是一种气体放电现象。
日常生活中经常可以看到气体放电现象,如我们切断电源时在阐刀刚刚离开接触处的瞬间,往往会产生明亮的火花,夏天在雷雨的日子里,雷和闪电就是气体放电现象,但与焊接培训电弧相比 ,焊接培训电弧不但能量大,而且连续持久,所以焊接培训电弧是由焊接培训电源供给的,其有一定电压的两电极间或电极与母材金属间在气体介质中产生强烈而持久的放电现象,称为焊接培训电弧。



虎振技工学校领导秉承做百年企业,树百年品牌的远大理想,确立了“诚信、求实、制高”的企业宗旨,对 浙江金华机电一体化产品进行了长期深入的研究与开发,以先进的技术,为广大客户提供满意的服务。
我们坚信凭借技术优势,丰富的工程经验、以及服务大众的坚定决心,定能在 浙江金华机电一体化专业领域做出了令人瞩目的成绩!


当前焊接技术的先进水平是衡量一个 工业发达程度的重要标志,焊接技术已发展成为一门边缘技术,所涉及的领域相当广泛。传说的焊接方法,高能速的焊接方法和特种焊接方法都在应用于工业生产之中。
1),在传说的焊接方法中,熔化极气体保护的发展速度快,其次钨极氩弧焊和埋弧焊。焊条电弧焊将逐渐被MIG/MAG焊和埋弧焊所淘汰。在国外工业发达 80%以上的焊接工作是由MIG/MAG焊和埋弧焊所完成。



焊接培训是机械制造中重要的工艺方法之一,焊接培训工艺作为一门科学和其他科学技术一样是人类共同创造的财富,也是人类社会发展的必然产物。焊接培训在工业生产中仍占据主要地位。
我国是较早应用焊接培训技术的 ,但主要是钎焊。
1、根据考古发现,远在战国时期的一些金属制品,就以采用了焊接培训技术
1),河南玻璃阁战国墓中出土文物证实,其殉葬铜器的制品、耳足就是钎焊连接的
2),宋代科学家沈括在《梦溪笔谈》一书中就提到钎焊
