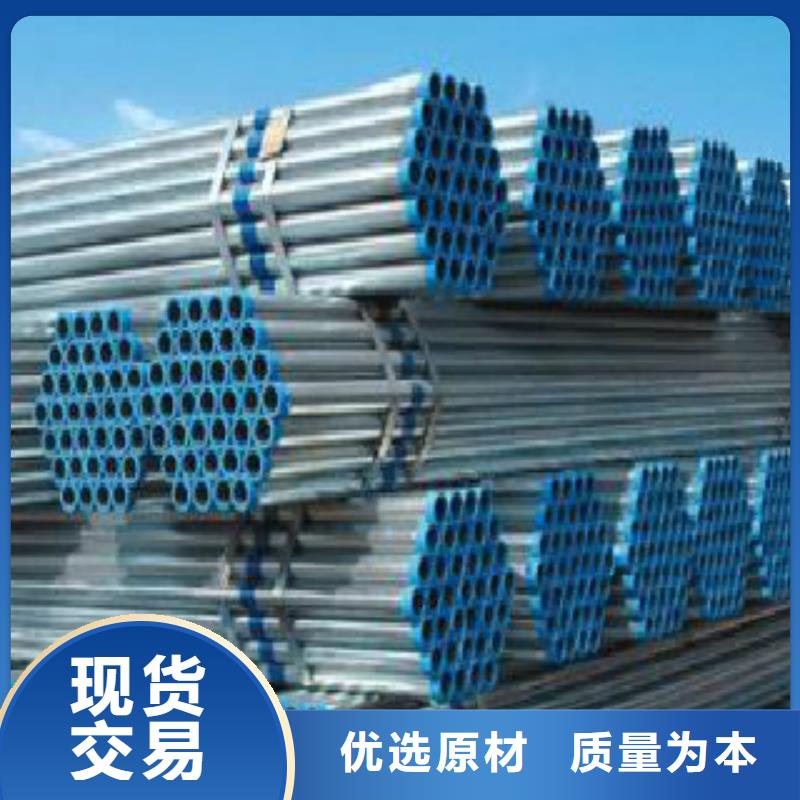


螺旋焊接钢管的加工流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。


在库存方面,目前库存比去年同期高了16%,全国29个重点城市2019年春节后第三周钢材社会库存量为1643万吨,达到今年 点,第四周开启去库存走势,经过近3个月时间的消化,下降到了985.6万吨。但6月14日的库存打破了13周的下降趋势出现了上升,库存为1010.6万吨,较上周增加了24.9万吨。此外,从4月下旬开始钢厂库存开始增长,钢协会员企业钢材库存量为1268万吨;比 点库存增长100万吨,库存压力逐渐增加



,已然成长为钢管防腐行业标准制定者。
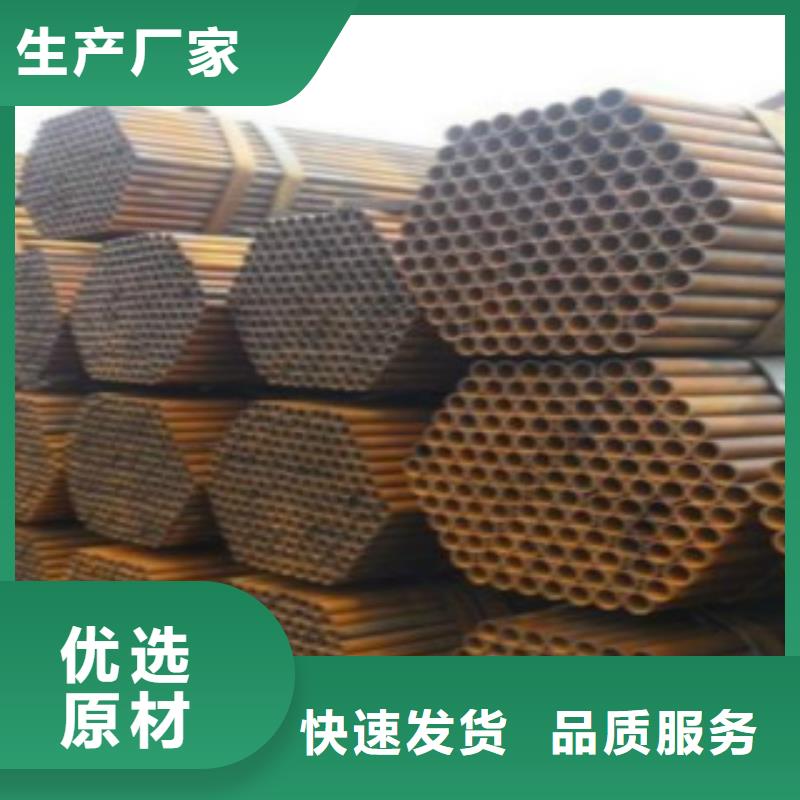
今天,我们就来聊一聊防腐钢管里面的一个重要品种——3PE防腐焊管、焊接钢管。
什么是3PE防腐
3PE防腐钢管是指3层结构聚烯烃涂层(MAPEC)外防腐焊管、焊接钢管,是国内常用的一种防腐管道。钢管母材包括无缝钢管、螺旋钢管、直缝焊管等。3PE防腐一般由3层结构组成:
层环氧粉末(FBE>100um)
第二层胶粘剂(AD)170~250um
第三层聚乙烯(PE)2.5~3.7mm



规格齐全,支持定制,公司一贯以客户至上、让利客户、薄利多销为原则,诚实守信为宗旨。产品规格尺寸材质齐全,省去不必要的麻烦,-站式采购。公司拥有多年的行业经验,能有效的完成客户的订单,确认产品质量和交货时间。严格控制每一件产品的质量保质保量,让客户买的放心。


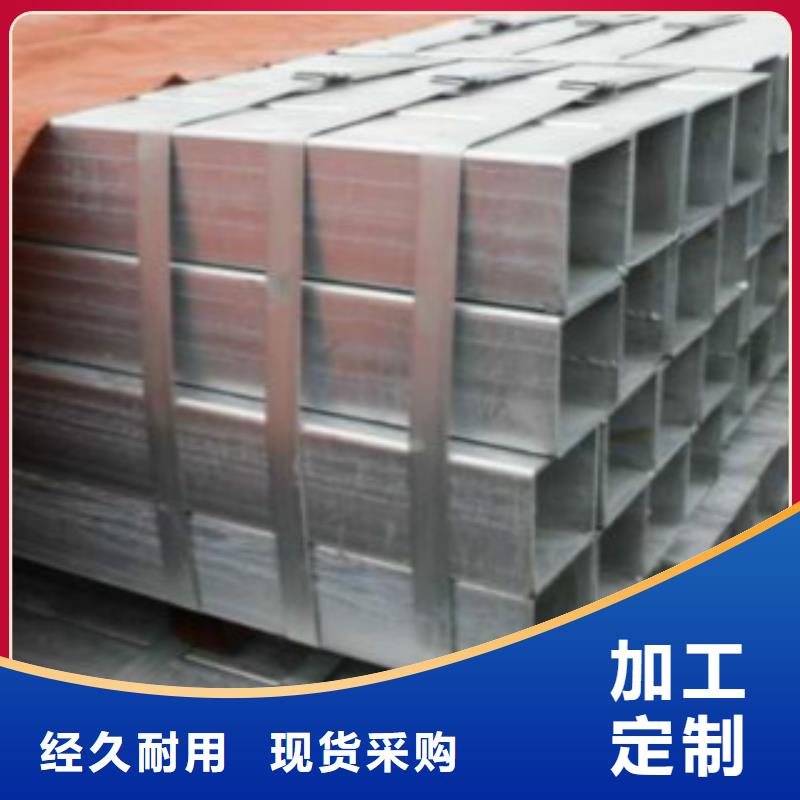
直缝焊钢管,英文名称LSAW (Longitudinally Submerged Arc Welded Pipe),焊缝类型是直缝。同样采用埋弧焊接的方法,内外双层焊接。直缝钢管制造壁厚较大,用途和螺旋焊钢管类似。
直缝焊钢管根据成型工艺的不同,可以分为两类:UOE(Uing and Oing forming pipe)和JCOE (J-ing, C-ing and O-ing pipe)。UOE成型法(U成型、O 成型、E扩径)、JCOE成型法(钢板压成J型、再依次压成C型和O型、后进行扩径)。
需要特别说明的是,埋弧焊工艺(SAW)属于电熔焊(EFW Electric Fusion Welded Pipe)的一种,就是通过一个或几个自耗电极与工件之间对金属加热使金属之间结合中的一种工艺,电弧使金属和填充材料充分融化,不需要加压,填充金属部分勤工全部来自于电极。

