


联系我们

环氧煤沥青漆_乙烯基玻璃鳞片胶泥应用广泛
更新时间:2024-12-18 00:49:22 浏览次数:7 公司名称:廊坊 万雄乙烯基环氧中高温玻璃鳞片胶泥防腐材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16/斤 |
| 发货期限 | 3天内 |
| 供货总量 | 充足 |
| 运费说明 | 含运费 |
| 是否厂家 | 是 |
| 产品 | 环氧煤沥青漆 |
| 产地 | 河北省 廊坊市 大城县 |
| 产品等级 | 一级 |
| 产品包装 | 铁桶 |
| 保质期 | 12个月 |
| 干燥时间 | 2-4小时 |
| 颜色 | 黑色 |
| 产品适用 | 各种防腐工程 |




1、互穿网状防腐层。通过防腐性能优异的氯磺化聚乙烯橡胶对传统的环氧煤沥青漆的改性,使之固化后形成介于环氧树脂链和橡胶链之间的互穿网状防腐涂层,具有吸水率低,耐水性好,耐生物侵蚀能力强,抗渗透能力高。
2、防腐综合性能优。由于采用了防腐性能优异的橡胶改性,使涂层的物理机械性能、电绝缘性能、耐磨性能、耐杂散电流性能、耐热、耐温性能等更佳。
3、一次成膜厚。溶剂含量低,一次成膜厚,施工道数少,施工方法与传统的环氧煤沥青涂料相同。
折叠 编辑本段用途
适用于 性或部分浸于水下的钢结构、化工厂、污水处理池、炼油厂的埋地管道和钢质贮罐;埋设水泥结构、煤气柜内壁、底板、汽车底盘、水泥制品、煤矿矿井支架、矿山井下设施和海洋码头设施、木制品、水下结构、码头钢栏、供热管道、供水管道、供气管道、冷却水、石油管道等。
技术要求
HG/T 2884-1997 环氧沥青防腐涂料(分装)(已作废)
GB/T27806-2011《环氧沥青防腐涂料》(现行)
施工参考
配制方法
将涂料彻底搅拌至桶底无沉积物,在搅拌状态下按漆:固化剂为10:1(重量比)加入专用固化剂并搅拌均匀,配制好的涂料放置10~15分钟后使用。
表面处理要求
钢铁结构,基材处理要求达到除锈标准Sa2.5级,或采用手工除锈;也可采用化学除锈,要求达到无油、无锈、无异物,干燥清洁,除锈后的钢铁基体表面须在4小时内涂装底漆。


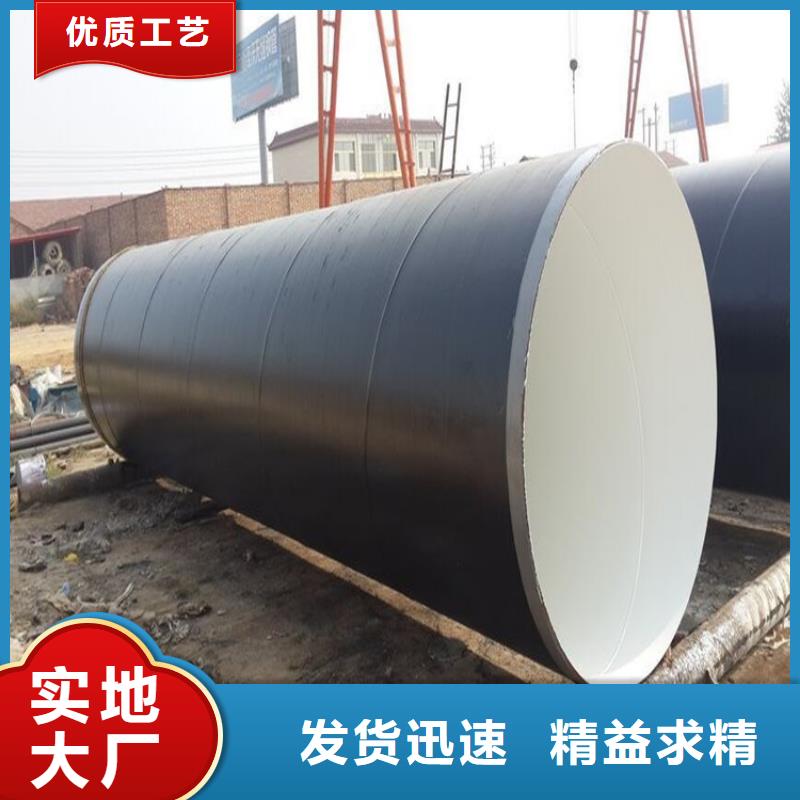
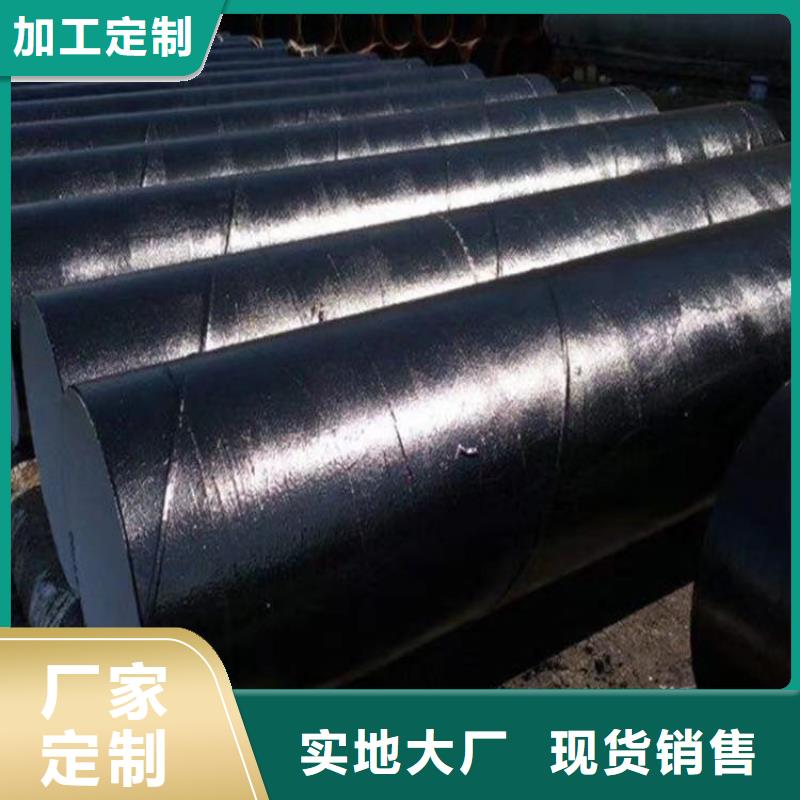
管道防腐沥青漆涂料配套方案:管道外壁防腐环氧煤沥青:埋地管道配套玻璃纤维布材料涂装。环氧煤沥青底漆+玻璃纤维布+环氧煤沥青面漆+玻璃纤维布+环氧煤沥青面漆
污水池防腐:环氧水泥封闭底漆+环氧云铁中间漆/环氧底漆+环氧煤沥青面漆
环氧煤沥青防腐漆施工性:重防腐涂装中,要求环氧煤沥青漆能够采用无气喷涂或者刷涂辊涂一次涂装较高的膜厚,不流挂。适当的耐候性:环氧煤沥青漆涂装完成后,管道通常会露天存放,适当的耐候性可以保证露天存放不会降低涂料的防腐性能。基本防腐性能:具有抗生物,电绝缘性能好,耐土壤、污水、潮湿、湿热、冷热交替等环境下的腐蚀。
环氧煤沥青漆配套体系**防腐 环氧煤沥青底漆、面漆配套涂装,配好玻璃纤维布提高防腐整体效果,对被涂物具有非常好的保护性。 1.兼具沥青耐水性好、防锈性能优良、耐细菌侵蚀的优点,又具环氧树脂漆膜坚韧、附着力好、机械强度高的特点。 2.成膜涂层的耐化学介质、电绝缘性能、耐生物侵蚀、耐海水性能等都较稳定。特别是吸水率小,不受生物侵蚀远远超过石油沥青。3.使用寿命较长。
环氧煤沥青防腐涂料是在传统环氧煤沥青涂料的基础上,加入公认的长寿型氯磺化聚乙烯橡胶、云母氧化铁、其它耐蚀颜填料、特种添加剂及活性溶剂等,经先进工艺制备而成的双组分长效重防腐涂料。底漆为A型,中涂漆为B型,面漆为C型。其适用于**性或部分浸于水下的钢结构、化工厂、污水处理池、炼油厂的埋地管道和钢质贮罐;埋设水泥结构、煤气柜内壁、底板、汽车底盘、水泥制品、煤矿矿井支架、矿山井下设施和海洋码头设施、木制品、 水下结构、码头钢栏、供热管道、供水管道、供气管道、冷却水、石油管道等。 根据防腐程度不同,施工方案也不一样。



万雄乙烯基环氧中高温玻璃鳞片胶泥防腐材料有限公司地处大城县。交通便捷。公司实力雄厚。诚聘了工程师,有实践经验的技术人才,大中专学生,经营管理人才一百余人。公司生产设备国内质优,检测手段先进,检测设施齐全。公司将一如既往,竭诚与社会各界新老朋友一起,互惠合作,携手并进,共谋发展。


环氧煤沥青漆是由环氧树脂、煤j沥青、颜料、助剂、溶剂等组成的双组份环氧沥青涂料。该漆具有优异的耐水性和抗化学药品性能,广泛应用于石油输送管道、自来水管道等。
表面处理
表面处理及有氧化皮钢材涂装厚度应该达到310um以上。钢材:喷砂处理至Sa2.5级或手工除锈至St3级。
底漆的钢材:漆膜损伤处、锈蚀处及x粉上白锈,须进行二次除锈,打磨至St3级。
施工方式
刷涂、辊涂、喷涂均可,可根据施工方案进行选择。若施工过程中粘度过高,可酌情加入配套专用稀释剂进行调配。
1.采用刷涂法施工时,应用力均匀,朝同一方向涂刷,避免表面起毛;
2.采用喷涂时,喷枪移动速度应均匀,并保持喷嘴与被喷面垂直;
3.采用辊涂法施工时,辊筒蘸料应均匀,不宜过多,滚涂时用力应均匀,且不宜过大,并应保持匀速,辊筒应沿同一方向滚压,每遍方向可不同。边角、附件等滚筒无法涂敷的部位应采用刷涂工具进行补涂。
注意事项
1.底材温度须高于露点3℃以上,当底材温度低于5℃时,漆膜不固化,不宜施工。
2.甲组份开桶后,必须搅拌均匀,然后在搅拌下按配比要求将乙组倒入甲组份中,充分混合均匀,静置,熟化30min后,加适量稀释剂调至施工粘度。


