【异型管】精密无缝钢管质检严格放心品质
- 更新时间: 2024-11-01 02:20:20 浏览次数:4
- 产品报价: ¥电议
- 联系人: 单勇飞
- 公司地址: 聊城开发区蒋官屯工业园 发货到玉林
以下是:【异型管】精密无缝钢管质检严格放心品质的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 浩融金属 |
|---|
| 产地 | 山东 |
|---|
| 是否进口 | 否 |
|---|
导读 【异型管】精密无缝钢管质检严格放心品质,浩融金属制品厂有限公司为您提供【异型管】精密无缝钢管质检严格放心品质,联系人:单勇飞,电话:0635-8881095、13963513828,QQ:3309701788,请联系浩融金属制品厂有限公司,发货地:聊城开发区蒋官屯工业园发货到广西省 玉林市 玉州区、容县、陆川县、博白县、兴业县、北流市。 广西壮族自治区,玉林市 1956年3月,郁林县更名玉林县,玉林地名自此始。玉林市是全国改革发展试点城市、全国农村改革试验区、海峡两岸农业合作试验区,是北部湾城市群、广西北部湾经济区重要节点城市、珠江—西江经济带成员城市,广西“两湾”产业融合发展先行试验区(玉林),是承东启西、对接沟通粤港澳大湾区和北部湾经济区的重要通道和关键节点城市,处于华南经济圈与大西南经济圈结合部,是全国第二批农村改革试验区之一,被中央文明办确定为全国文明城市提名城市,被评为知识产权试点城市。南宁至广州高速公路、玉林至北海铁山港高速公路,黎湛铁路、洛湛铁路、玉铁铁路在玉林境内纵横相交;玉林旅游资源丰富,风景名胜有云天民俗文化城、大容山森林公园、谢鲁山庄、都峤山等。玉林是广西、中国的侨乡,乡贤文化、客家文化、玉商文化、侨乡文化底蕴深厚。
想要真正了解【异型管】精密无缝钢管质检严格放心品质产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:【异型管】精密无缝钢管质检严格放心品质的图文介绍


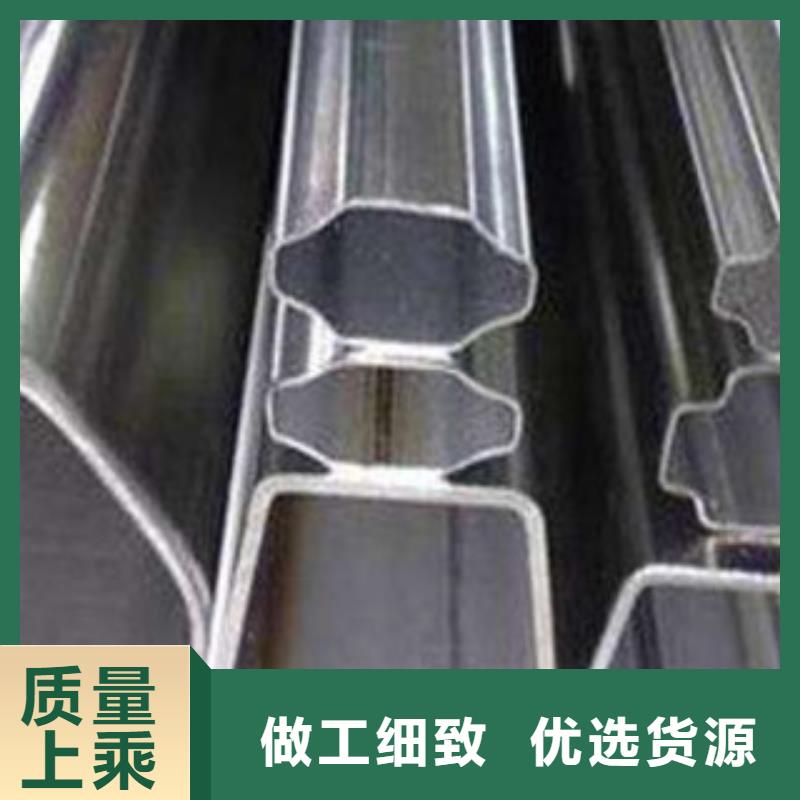
异型管焊接优点
优点:
(1)可将入热量降到*低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦*低;
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用;
(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至*低;
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥;



广西玉林圆钢产品质量是企业生存的根本,专业化、标准化、规模化是我们发展的目标,浩融金属制品厂有限公司以客户满意为中心,通过质量、服务建立顾客系统,长期以来我们秉承质量是生命的原则,以诚实、信誉为经营理念,以良好的口碑求市场,以严格的质量求发展。我们将本着以客为尊,以质为本的精神,重质量、守信誉,竭诚欢迎国内外客户来人来电洽谈业务,共谋发展,携手合作,共创美好明天!

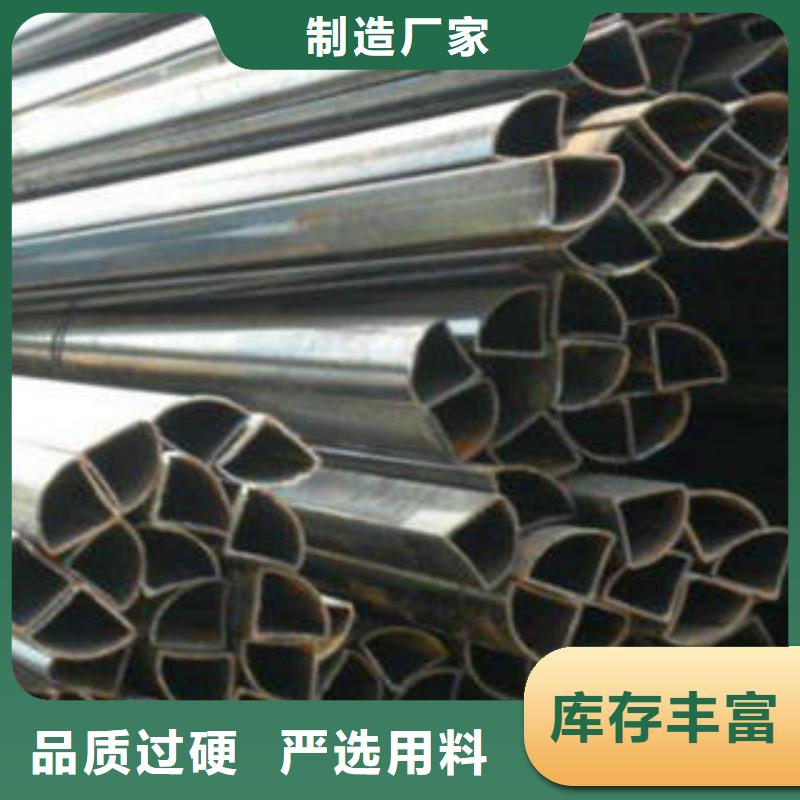
异型管形状缺陷的九点控制方法
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。


总结 今年在广西省玉林市购买【异型管】精密无缝钢管质检严格放心品质有了新选择,浩融金属制品厂有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的【异型管】精密无缝钢管质检严格放心品质产品。如需购买或咨询,请随时联系我们,联系人:单勇飞-13963513828,QQ:3309701788,地址:开发区蒋官屯工业园。