




【全新视界!】不锈钢复合管_【交通护栏】源头厂家产品视频,带你领略产品新风尚!
以下是:不锈钢复合管_【交通护栏】源头厂家的图文介绍


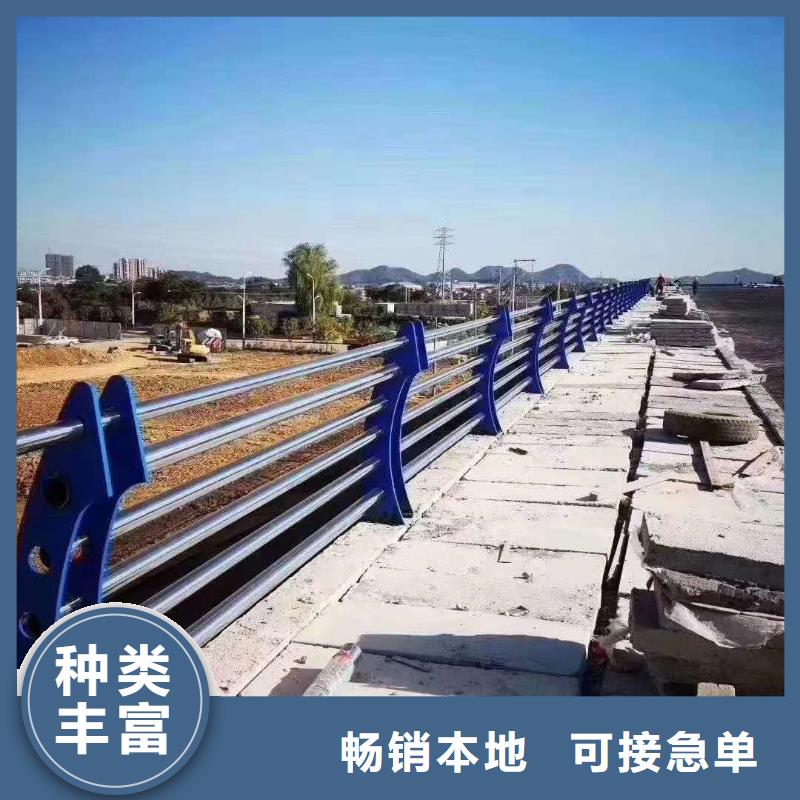
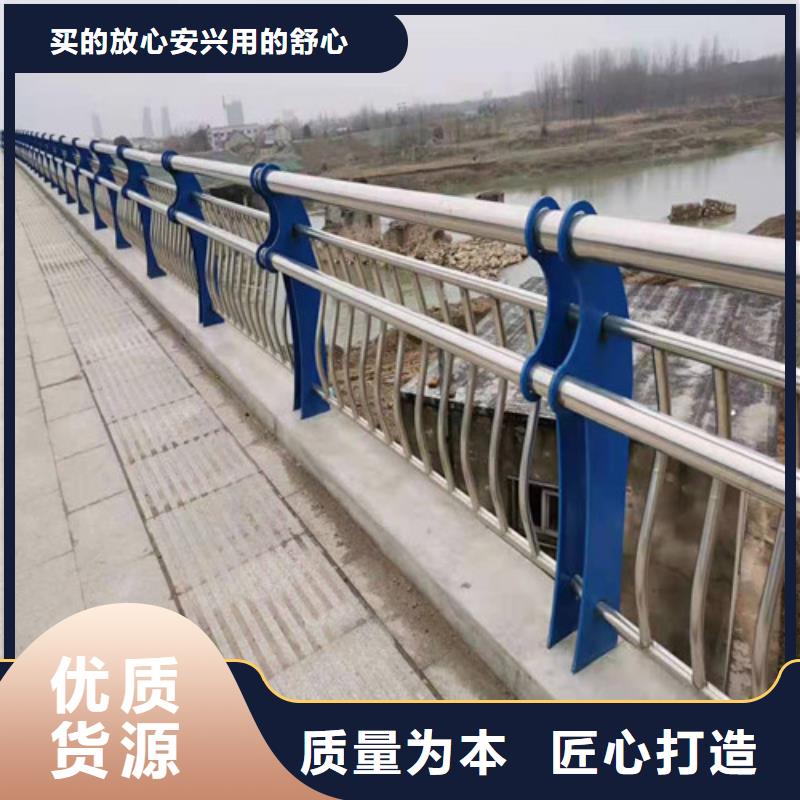
优质不锈钢/家,本产品消费外径5mm-630mm壁厚0.3mm-25mm不锈钢/碳钢复合管。本产品具有环保、节约、价廉、度、抗腐蚀、美观大方等优点。我厂消费的内衬不锈钢复压复合技术,使基管与内衬不锈钢复合管紧密分别,复合钢管即呈现状态。 本周不锈钢复合管价钱以平稳为主不锈钢复合管周二大跌,主力合约1805早盘大幅跳水跌近4%,夜盘颓态持续,在一个月低位震荡运转,收跌23%于每吨525元。海外不锈钢复合管价钱亦现下跌。彭博称,新加坡买卖所交投的合约跌幅高达4%,至724美圆/吨,为12月以来大跌幅。 特别是对一些重点企业实行二维码,任何一个群众到不锈钢复合管栏杆、电力两个行业,一扫二维码,允许的物排放数量和种类等都能够了解清楚。不锈钢复合管护栏、市场均以下跌为主不锈钢复合管护栏市场弱势下跌。 中推行采用内衬不锈钢复合管,庭装修水管选材时也引荐采用内衬不锈钢复合管,这对水质构成的。其次是要有计划有规划的从目前二次改造,改造一概采用内衬不锈钢复合管。在其次是树立完善的二次供水制度。单施中止和改造更新。 衔接采用的密封圈或密封垫材质,大多选用契合标准央求的硅橡胶、丁橡胶和三元乙丙橡胶等,免除了用户的后顾之忧。在建筑给水管系中,由于镀锌钢管曾经终了了百年辉煌的历史,各种新型塑料管及复合管得到疾速展开,但各种管材还不同程度地存在着一些缺乏,远不能完好顺应供水管系的需求和对饮用水及有关水质量的央求。根据国外的应用阅历,在金属管中认定不锈钢复合管、不锈钢复合管为综合性能管材之一。不锈钢复合管可靠、卫生环保、经济适用,管道的薄壁化以及新型可靠、简双便当的衔接方法的开发成功,使其具有更多其他管材不可替代的优点,工程中的应用会越来越多,运用会越来越进步,前景看好。不锈钢复合管具有多种其它金属没有的性能,是一种具有耐久性和再循环性的材料,普遍应用于各种范畴。



我厂坐落于开发区工业园,交通条件便利,技术实力雄厚,经济后盾强大,市场前景广阔。俊邦金属材料有限公司生产设备齐全,配套能力强,有一整套严格的【辽宁铁岭镀锌喷塑防撞栏】生产管理体系和质量保证体系并拥有一支素质良好的员工队伍,在【辽宁铁岭镀锌喷塑防撞栏】产品的生产方面,已形成一整套独特可靠的工艺流程与生产方法,【辽宁铁岭镀锌喷塑防撞栏】产品规格齐全,价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各厂家建立了稳固的供货体系,同使用单位建立了良好的经营体系。 公司愿与各地的新老客户共同搭起一座智慧的桥梁!与您共同发展灿烂美好的明天!


不锈钢复合管外观豪华,耐腐蚀,强度高,价钱适中,普遍应用于石油化工,化肥,食品,制和环保等部门,也是建筑装饰行业物美价廉的理想材料,属高附加值产品,应用前景十不锈钢复合管应用:不锈钢复合管可以部分替代不锈钢复合管,应用范畴十分普遍。 不锈钢复合管钢管可以分为无缝钢管和焊接钢管两大类。根据截面外形可分为圆管和异形管,钢管被普遍运用,但也有一些方形、矩形、半圆形、六角形、等边三角形、八角形等异形钢管。关于流体在压力钢管是液压实施实验来测试紧缩才干和质量,规则的压力下不透露,浸湿或收缩为合格,有些钢管根据标准或买方央求边实验、扩口实验、压扁实验等。无缝不锈钢复合管,也称为不锈钢无缝管是由钢锭或实心坯料,然后经过后穿孔毛管热轧、冷轧或冷拨消费制造。无缝钢管的规格用外径*壁厚毫米数来表示。 所以往常的这一不锈钢护栏的销售情况还是很不错的了,那关于往常众多的有需求的企业而言,在关于这样的护栏中止选择和置办的时分,也是需求关于其防腐蚀的性能,以及消费工艺等等来中止了解,从中选择到为的护栏,来中止运用。 在安装的时分一定要留意检查它的厚度,不要被别人坑了。另外立管的壁厚应该在0.7mm以上,由于立管安装的时分比较复杂,因此比主管薄一些是正常现象,但是低于0.7就 不行了。假定不锈钢护栏上面生锈了,这时分不能用砂纸去把锈迹打磨掉。这样不但会损坏不锈钢的外观,而且还会破坏不锈钢表面的维护膜,那么将来就会生更多的锈了。正确的方法是到不锈钢市场去买光亮水,或者跟商家讲特地用来出不锈钢锈的他们就会知道了。假定你想彻底的根绝锈迹,在上面来一遍抛光蜡效果就更好了。 不锈钢复合管是有两层金属材料组成的,所以它的耐压性能好,耐冲击性也比普通管件好很多强,性好,耐高温性强,非常合适住宅小区公开供水、供暖管道的铺设,以及家庭管道的应用。其次,不锈钢复合管的两层金属材料经过特殊的技术处置,能够紧密的分别在一同,会由于压力过大或温渡过高等缘由,使管道裂开,影响人们正常的生活。而且,由于它的抗氧化性能比较好,还可以有效的对立酸碱的腐蚀,防止铁管的生锈,比别的管件更具有优势,所以,它有更宽广的市场空间和用途,有庞大的展开潜力,也可以应用的更多的行业中去。



焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。



